Home > Construction Training Manuals > Construction Mechanic Advanced > Valve Seat Insert Replacement
using a slight pressure, one-half turn to the right and then one-half turn to the left. If rotating removes the pencil marks, the seating is good. Another method for checking the valve seating is to coat the valve face lightly with Prussian blue and turn it about one-fourth turn in the seat. If the Prussian blue transfers evenly to the valve seat, it is concentric with the valve guide. Be sure to wash all the Prussian blue from the seat and valve. Then lightly coat the valve seat with Prussian blue. If the blue again transfers evenly, this time to the valve when it is turned in the seat, you can consider the seating to be normal.
VALVE SEAT INSERT REPLACEMENT
Some engines are equipped with valve seat inserts that may be replaced when they are badly worn or burned or have been ground down to the point where there is not enough metal to permit another grind. You can remove the old valve seat by using a special puller, such as the one shown in figure 3-23. However, if a puller is not available, you can punch mark each side of the insert and then drill almost through. After drilling, take a hammer and chisel and break the insert into halves for easy removal.
Before installing a new insert, chill it for 15 minutes in dry ice or by any other chilling method. Chilling shrinks the insert so that it will fit in place. You may then drive it in place and grind the seat.
VALVE SPRING TESTING
Valve springs should be tested for uniform height and proper tension. To test for uniformity
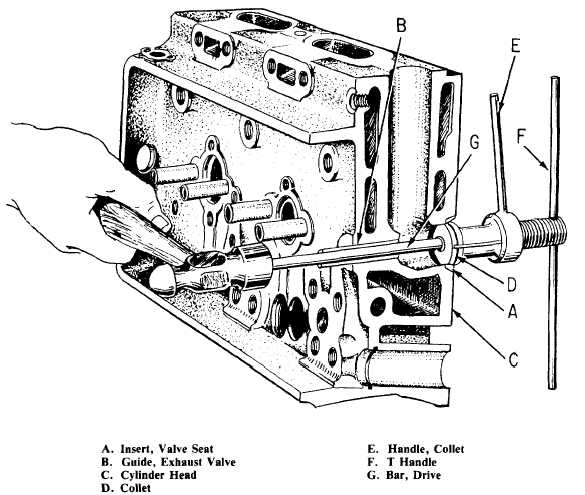
Figure 3-23. - Puller used in removing valve seat inserts.
Continue Reading