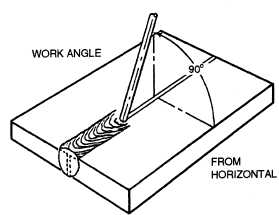
Figure 7-15. - Work angle.
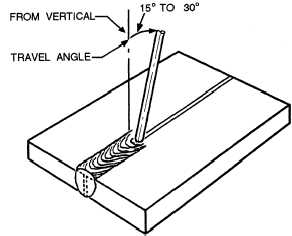
Figure 7-16. - Travel angle.
Electrode Angle
The angle at which you hold the electrode greatly affects the shape of the weld bead which is very important in fillet and deep groove welding. The electrode angle consists of two positions: work angle and travel angle. Work angle is the angle from the horizontal measured at right angles to the direction of welding (fig, 7-15). Travel angle is the angle in the direction of welding and may vary from 5 to 30 degrees, depending on the welder's choice and conditions (fig. 7-16).
Work angle is especially important in multiple-pass fillet welding. Normally, a small variance of the work angle will not affect the appearance or quality of a weld; however, when undercuts occur in the vertical section of a fillet weld, the angle of the arc should be lowered and the electrode directed more toward the vertical section.
Travel Speed
Travel speed is the rate at which the electrode travels along a weld seam. The maximum speed of welding depends on the skill of the operator, the position of the weld, the type of electrode, and the required joint penetration.
Normally, when the travel speed is too fast, the molten pool cools too quickly, locking in impurities and causing the weld bead to be narrow with pointed ripples, as shown in figure 7-12, view D. On the other hand, if the travel speed is too slow, the metal deposit piles up excessively and the weld is high and wide, as shown in figure 7-12, view E. In most cases, the limiting factor is the highest speed that produces a satisfactory surface appearance of a normal weld, as shown in figure 7-12, view A.
Breaking the Arc
The most commonly used method to break the arc is to hold the electrode stationary until the crater is filled and then slowly withdraw the electrode. This method reduces the possibilities of crater cracks.
Reestablishing the Arc
When it becomes necessary to reestablish the arc (as in a long weld that requires the use of more than one electrode), the crater must first be cleaned before striking the arc. Strike the tip of the new electrode at the forward (cold) end of the crater and establish an arc. Move the arc backward over the crater, and then move forward again and continue the weld. This procedure fills the crater and prevents porosity and slag inclusions.
Peening
Peening is a procedure that involves lightly hammering a weld as it cools. This process aids in relieving built-up stresses and preventing surface cracking in the joint area; however, peening should be done with care because excess hammering can work harden and increase stresses in the weld. This condition leads to weld embrittlement and early failure. Some welds are covered by specific codes that prohibit peening so you should check the weld specification before peening.
ARC WELDING POSITIONS
The types of welds, joints, and welding positions used in manual-shielded metal arc welding are very similar to those used in oxygas welding. Naturally, the techniques are somewhat different because of the equipment involved is different.
Continue Reading