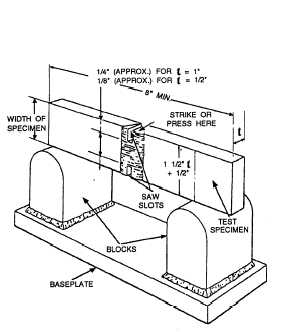
Figure 7-65.-Nick-break test of a butt weld.
testing laboratories for the daily testing of specimens. Simple in construction and easy to use, it works by hydraulic pressure and can apply a direct load up to 40,000 pounds, and even more on small specimens. When you make the test, position the specimen in the machine as previously indicated and start pumping the actuator. Keep your eye on the large gauge and watch the load increase. You will know the actual load under which the test piece bends by the position of an auxiliary hand that is carried along by the gauge pointer. The hand remains at the point of maximum load after the pointer returns to zero.
Nick-Break Test
The NICK-BREAK TEST is useful for determining the internal quality of the weld metal. This test reveals various internal defects (if present), such as slag inclusions, gas pockets, lack of fusion, and oxidized or burned metal. To accomplish the nick-break test for checking a butt weld, you must first flame-cut the test specimens from a sample weld (fig. 7-65). Make a saw cut at each edge through the center of the weld. The depth of cut should be about 1/4 inch.
Next, place the saw-nicked specimen on two steel supports, as shown in figure 7-65. Using a heave hammer, break the specimen by striking it in the zone where you made the saw cuts. The weld metal exposed in the break should be completely fused, free from slag inclusions, and contain no gas pockets greater than 1/16 inch across their greatest dimension. There should not be more than six pores or gas pockets per square inch of exposed broken surface of the weld.
Impact Test
You use the IMPACT TEST to check the ability of a weld to absorb energy under impact without
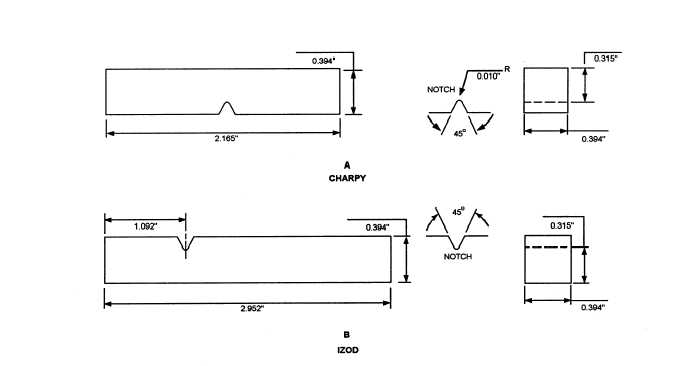
Figure 7-66.-Test pieces for impact testing.
Continue Reading