Home > Construction Training Manuals > Steelworker Volume 01 > Figure 8-4.Effects Of Polarity On The Weld.
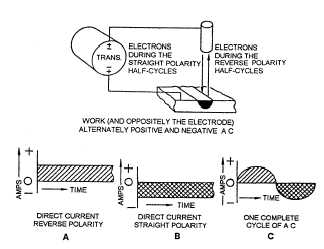
Figure 8-5.The ac welding cycle.
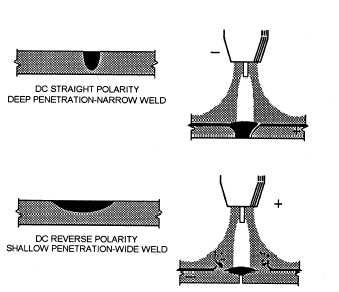
Figure 8-4.Effects of polarity on the weld.
also turn the main welding current on and off at the same time. This not only allows the operator to start and stop without leaving the work but also to adjust the current while welding.
Most of these welding machines can produce both ac and dc current. The choice of ac or dc depends on the welding characteristics required.
DIRECT CURRENT.-As you learned in chapter 7, a direct-current welding circuit maybe either straight or reverse polarity. When the machine is set on straight polarity, the electrons flow from the electrode to the plate, concentrating most of the heat on the work With reverse polarity, the flow of electrons is from the plate to the electrode, thus causing a greater concentration of heat at the electrode. Because of this intense heat, the electrode tends to melt off; therefore, direct-current reverse polarity (DCRP) requires a larger diameter electrode than direct-current straight polarity (DCSP).
The effects of polarity on the weld are shown in figure 8-4. Notice that DCSP produces a narrow, deep weld. Since the heat is concentrated on the work, the welding process is more rapid and there is less distortion of the base metal. Overall, straight polarity is preferred over reverse polarity because you can achieve better welds.
DCRP forms a wide and shallow weld and is rarely used in the GTAW process. The exception to this is when it is used to weld sections of aluminum or magnesium. DCRP has excellent cleaning power that results from the
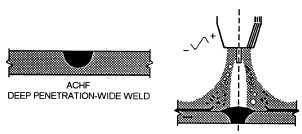
Figure 8-6. - ACHF combines the desired cleaning action of DCRP with the good penetration of DCSP.
action of positive-charged gas ions. When these gas ions strike the metal, they pierce the oxide film and form a path for the welding current to follow. This same cleaning action occurs in the reverse polarity half of an alternating-current welding cycle.
ALTERNATING CURRENT.-AS shown in figure 8-5, ac welding is actually a combination of DCSP and DCRP; however, the electrical characteristics of the oxides on the metal often prevent the current from flowing smoothly in the reverse polarity half of the cycle. This partial or complete stoppage of current flow (rectification) causes the arc to be unstable and sometimes go out. Ac welding machines were developed with a high-frequency current flow unit to prevent this rectification. The high-frequency current pierces the oxide film and forms a path for the welding current to follow. The effects of alternating current high-frequency (ACHF) are shown in figure 8-6. Notice that ACHF offers both the advantages of DCRP and DCSP. ACHF is excellent for welding aluminum.
Continue Reading