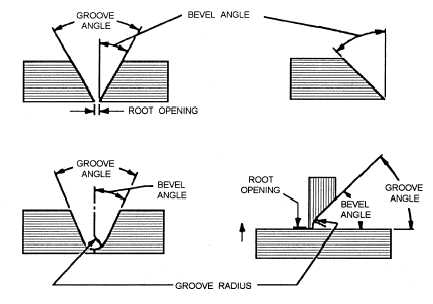
Figure 3-9. - Bevel angle, groove angle, groove radius, and root opening of joints for welding.
A butt joint is used to join two members aligned in the same plane (fig. 3-6, view A). This joint is frequently used in plate, sheet metal, and pipe work. A joint of this type may be either square or grooved. Some of the variations of this joint are discussed later in this chapter.
Corner and tee joints are used to join two members located at right angles to each other (fig. 3-6, views B and C). In cross section, the corner joint forms an L-shape, and the tee joint has the shape of the letter T. Various joint designs of both types have uses in many types of metal structures.
A lap joint, as the name implies, is made by lapping one piece of metal over another (fig. 3-6, view D). This is one of the strongest types of joints available; however, for maximum joint efficiency, you should overlap the metals a minimum of three times the thickness of the thinnest member you are joining. Lap joints are commonly used with torch brazing and spot welding applications. An edge joint is used to join the edges of two or more members lying in the same plane. Inmost cases, one of the members is flanged, as shown in figure 3-6, view E. While this type of joint has some applications in platework, it is more fixquently used in sheet metal work An edge joint should only be used for joining metals 1/4 inch or less in thickness that are not subjected to heavy loads.
The above paragraphs discussed only the five basic types of joints; however, there are many possible variations. Later in this chapter, we discuss some of these variations.
ARTS OF JOINTS
While there are many variations of joints, the parts of the joint are described by standard terms. The root of a joint is that portion of the joint where the metals are closest to each other. As shown in figure 3-7, the root may be a point, a line, or an area, when viewed in cross section. A groove (fig. 3-8) is an opening or space provided between the edges of the metal parts to be welded. The groove face is that surface of a metal part included in the groove, as shown in figure 3-8, view A. A given joint may have a root face or a root edge. The root face, also shown in view A, is the portion of the prepared edge of a part to be joined by a groove weld that has not been grooved. As you can see, the root face has relatively small dimensions. The root edge is basically a root face of zero width, as shown in view B. As you can see in views C and D of the illustration, the groove face and the root face are the same metal surfaces in some joints.
The specified requirements for a particular joint are expressed in such terms as bevel angle, groove angle, groove radius, and root opening. A brief description of each term is shown in figure 3-9.
The bevel angle is the angle formed between the prepared edge of a member and a plane perpendicular to the surface of the member.
The groove angle is the total angle of the groove between the parts to be joined. For example, if the edge of each of two plates were beveled to an angle of 30 degrees, the groove angle would be 60 degrees. This is
Continue Reading