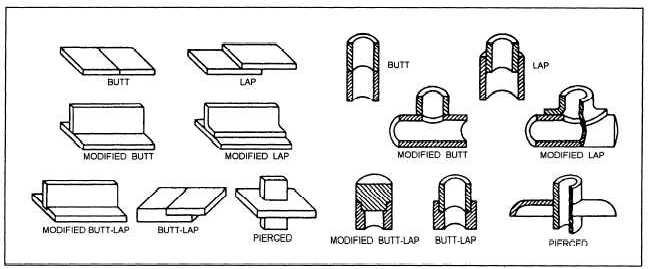
Figure 6-14. - Joints designed to produce good brazing results.
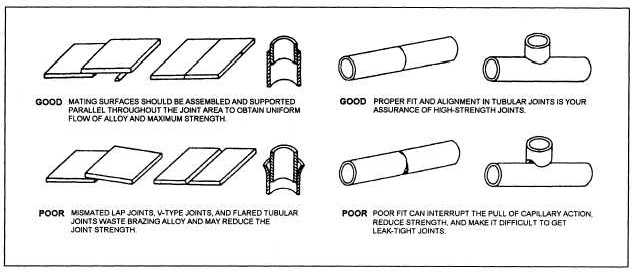
Figure 6-15. - Some well-designed joints that have been prepared for brazing, and some poorly designed joints shown for comparison
Figure 6-14 shows some variations of butt and lap joints designed to produce good brazing results. A comparison of good and bad designed joints is shown in figure 6-15.
BRAZING PROCEDURES
The procedure for brazing is very similar to braze and oxyacetylene welding. The metal needs to be cleaned by either mechanical, chemical, or a combination of both methods to ensure good bonding. The two pieces must befitted properly and supported to prevent voids in the joint or accidental movement during brazing and cooling operations.
Surface Preparation
The surfaces of the metal must be cleaned for capillary action to take place. When necessary, chemically clean the surface by dipping it in acid. Remove the acid by washing the surface with warm water. For mechanical cleaning, you can use steel wool, a file, or abrasive paper. Do not use an emery wheel or emery cloth,
Continue Reading