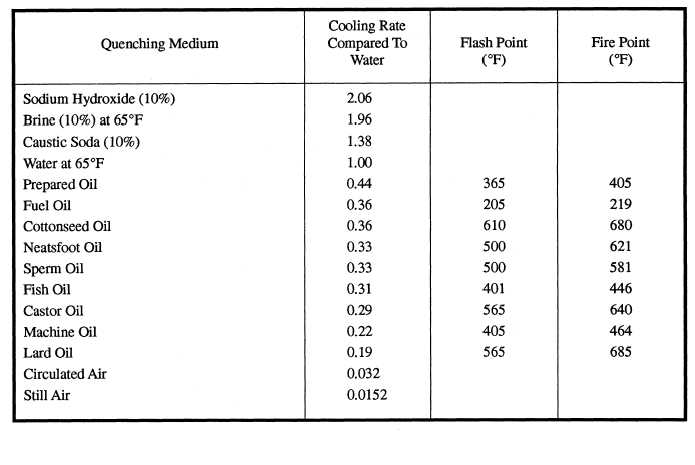
Table 2-4. - Properties and Average Cooling Abilities of Quenching Media
heavy-sectioned parts, the temperature rise may exceed 20°F, but should be kept as low as possible. For wrought products, the temperature of the water should be about 65°F and should never exceed 100°F before the piece enters the liquid.
Brine
Brine is the result of dissolving common rock salt in water. This mixture reduces the absorption of atmospheric gases that, in turn, reduces the amount of bubbles. As a result, brine wets the metal surface and cools it more rapidly than water. In addition to rapid and uniform cooling, the brine removes a large percentage of any scale that may be present.
The brine solution should contain from 7% to 10% salt by weight or three-fourths pound of salt for each gallon of water. The correct temperature range for a brine solution is 65°F to 100°F.
Low-alloy and carbon steels can be quenched in brine solutions; however, the rapid cooling rate of brine can cause cracking or stress in high-carbon or low-alloy steels that are uneven in cross section.
Because of the corrosive action of salt on nonferrous metals, these metals are not quenched in brine.
Oil
Oil is used to quench high-speed and oil-hardened steels and is preferred for all other steels provided that the required hardness can be obtained. Practically any type of quenching oil is obtainable, including the various animal oils, fish oils, vegetable oils, and mineral oils. Oil is classed as an intermediate quench. It has a slower cooling rate than brine or water and a faster rate than air. The quenching oil temperature should be kept within a range of 80°F to 150°F. The properties and average cooling powers of various quenching oils are given in table 2-4.
Water usually collects in the bottom of oil tanks but is not harmful in small amounts. In large quantities it can interfere with the quenching operations; for example, the end of a long piece may extend into the water at
Continue Reading