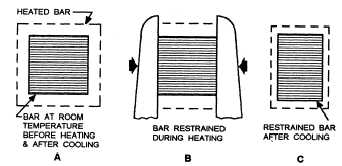
Figure 3-31. - Effects of expansion and contraction.
contraction are shown in figure 3-31. View A shows a bar that is not restricted in any way. When the bar is heated, it is free to expand in all directions. If the bar is allowed to cool without restraint, it contracts to its original dimensions.
When the bar is clamped in a vise (view B) and heated, expansion is limited to the unrestricted sides of the bar. As the bar begins to cool, it still contracts uniformly in all directions. As a result, the bar is now deformed. It has become narrower and thicker, as shown in view C.
These same expansion and contraction forces act on the weld metal and base metal of a welded joint; however, when two pieces of metal are welded together, expansion and contraction may not be uniform throughout all parts of the metal. This is due to the difference in the temperature from the actual weld joint out to the edges of the joint. This difference in temperature leads to internal stresses, distortion, and warpage. Figure 3-32 shows some of the most common difficulties that you are likely to encounter.
When you are welding a single-V butt joint (fig. 3-32, view A), the highest temperature is at the surface of the molten puddle. The temperature decreases as you move toward the root of the weld and away from the weld. Because of the high temperature of the molten metal, this is where expansion and contraction are greatest. When the weld begins to cool, the surface of the weld joint contracts (or shrinks) the most, thus causing warpage or distortion. View B shows how the same principles apply to a tee joint. Views C and D show the distortions caused by welding a bead on one side of a plate and welding two plates together without proper tack welds.
All metals, when exposed to heat buildup during welding, expand in the direction of least resistance. Conversely, when the metal cools, it contracts by the same amount; therefore, if you want to prevent or reduce the distortion of the weldment, you have to use some method to overcome the effects of heating and cooling.
CONTROLLING DISTORTION
You can control the distortion caused by expansion and contraction during welding by following the simple procedures listed below.
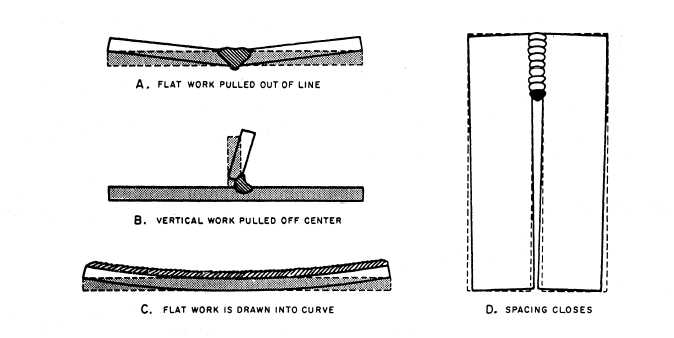
Figure 3-32. - Distortion caused by welding.
Continue Reading