Home > Construction Training Manuals > Steelworker Volume 01 > Figure 1-3.Using A Grinding Wheel Dresser.
by tiny blocks of brilliant white light. Silicon suppresses the carbon burst even more than nickel. When silicon is present, the carrier line usually ends abruptly in a white flash of light.
Spark testing may be done with either a portable or stationary grinder. In either case, the speed on the outer rim of the wheel should not be less than 4,500 feet per minute. The abrasive wheel should be rather coarse, very hard, and kept clean to produce a true spark
To conduct a spark test on an abrasive wheel, hold the piece of metal on the wheel in a position that allows the spark stream to cross your line of vision. By trial and error, you soon discover what pressure is needed to get a stream of the proper length without reducing the speed of the grinder. Excessive pressure increases the temperature of the spark stream. This, in turn, increases the temperature of the burst and gives the appearance of a higher carbon content than actually is present. When making the test, watch a point about one third of the distance from the tail end of the spark stream. Watch only those sparks that cross your line of vision and try to forma mental image of the individual spark. Fix this spark image in your mind and then examine the whole spark picture.
While on the subject of abrasive wheels, it is a good idea to discuss some of the safety precautions associated with this tool.
Never use an abrasive wheel that is cracked or out of balance because the vibration causes the wheel to shatter. When an abrasive wheel shatters, it can be disastrous for personnel standing in line with the wheel.
Always check the wheel for secure mounting and cracks before putting it to use. When you install a new wheel on a grinder, be sure that it is the correct size. Remember, as you increase the wheel radius, the peripheral speed at the rim also increases, even though the driving motor rpm remains the same. Thus, if you should use an oversized wheel, there is a distinct danger the peripheral speed (and consequent centrifugal force) can become so great that the wheel may fly apart. Use wheels that are designed for a specific rpm. Guards are placed on grinders as protection in case a wheel should shatter.
Never use a grinder when the guards have been removed. When turning the grinder on, you should stand to one side. This places you out of line with the wheel in case the wheel should burst.
Never overload a grinder or put sideways pressure against the wheel, unless it is expressly built to withstand such use.
Always wear appropriate safety goggles or a face shield while using the grinder. Ensure that the tool rest (the device that helps the operator hold the work) is adjusted to the minimum clearance for the wheel. Move the work across the entire face of the wheel to eliminate grooving and to minimize wheel dressing. Doing this prolongs the life of the wheel.
Keep your fingers clear of the abrasive surface, and do not allow rags or clothing to become entangled in the wheel.
Do not wear gloves while using an abrasive wheel.
Never hold metal with tongs while grinding. . Never grind nonferrous metals on a wheel intended for ferrous metals because such misuse clogs the pores of the abrasive material. This buildup of metal may cause it to become unbalanced and fly apart.
Grinding wheels require frequent reconditioning. Dressing is the term used to describe the process of cleaning the periphery. This cleaning breaks away dull abrasive grains and smooths the surface, removing all the grooves. The wheel dresser shown in figure 1-3 is used for dressing grinding wheels on bench and pedestal grinders. For more information on grinding wheels, you should consult chapter 5 of NAVEDTRA 10085-B2 (Tools and Their Uses).
Referring now to figure 1-4, notice that in low- carbon steel (view A), the spark stream is about 70 inches long and the volume is moderately large. In high-carbon steel (view B), the stream is shorter (about 55 inches) and the volume larger. The few sparklers that may occur at any place in low-carbon steel are forked,
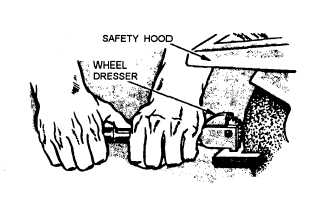
Figure 1-3. - Using a grinding wheel dresser.
Continue Reading