Home > Construction Training Manuals > Steelworker Volume 01 > Figure 4-14.Four Cutting-Tip Conditions.
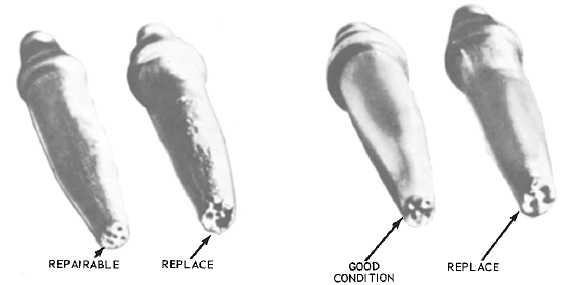
Figure 4-14.-Four cutting-tip conditions.
produce a even flow of gas and to keep themselves as cool as possible. The seats must produce leakproof joints. If the joints leak, the preheat gases could mix with the cutting oxygen or escape to the atmosphere, resulting in poor cuts or the possibility of flashbacks.
To make clean and economical cuts, you must keep the tip orifices and passages clean and free of burrs and slag. If the tips become dirty or misshapened, they should be put aside for restoration. Figure 4-14 shows four tips: one that is repairable, two that need replacing, and one in good condition. Since it is extremely important that the sealing surfaces be clean and free of scratches or burrs, store the tips in a container that cannot scratch the seats. Aluminum racks, plastic racks, and wood racks or boxes make ideal storage containers.
TIP MAINTENANCE.-In cutting operations, the stream of cutting oxygen sometimes blows slag and molten metal into the tip orifices which partially clogs them. When this happens, you should clean the orifices thoroughly before you use the tip again. A small amount of slag or metal in an orifice will seriously interfere with the cutting operation. You should follow the recommendations of the torch manufacturer as to the size of drill or tip cleaner to use for cleaning the orifices. If you do not have a tip cleaner or drill, you may use a piece of soft copper wire. Do not use twist drills, nails, or welding rods for cleaning tips because these items are likely to enlarge and distort the orifices.
Clean the orifices of the cutting torch tip in the same manner as the single orifice of the welding torch tip. Remember: the proper technique for cleaning the tips is to push the cleaner straight in and out of the orifice. Be careful not to turn or twist the cleaning wire. Figure 4-15 shows a typical set of tip cleaners.
Occasionally the cleaning of the tips causes enlargement and distortion of the orifices, even when using the proper tip cleaners. If the orifices become enlarged, you will get shorter and thicker preheating flames; in addition, the jet of cutting oxygen will spread, rather than leave the torch, in the form of a long, thin stream. If the orifices become belled for a short distance at the end, you can sometimes correct this by rubbing the tip back and forth against emery cloth placed on a flat surface. This action wears down the end of the tip where the orifices have been belled, thus bringing the orifices back to their original size. Obviously, this procedure will not work if the damage is great or if the belling extends more than a slight distance into the orifice.
After reconditioning a tip, you may test it by lighting the torch and observing the preheating flames. If the
Figure 4-15.-Tip cleaners.
Continue Reading