Home > Construction Training Manuals > Steelworker Volume 01 > Figure 5-10.Edge Preparation For Gas-Welding Aluminum.
by the oxygas process if necessary; however, thinner material is usually spot or seam welded.
MELTING CHARACTERISTICS.-Before at- tempting to weld aluminum alloy for the first time, you should become familiar with how the metal reacts when under the welding flame.
A good example of how aluminum reacts when heated can be seen if you place a small piece of sheet aluminum on a welding table and heat it with a neutral flame. Hold the flame perpendicular to the surface of the sheet and bring the tip of the inner cone almost in contact with the metal. Observe that almost without warning the metal suddenly melts and runs away, leaving a hole in the sheet. Now repeat the operation with the torch held at an angle of about 30 degrees to the plane of the surface. With a little practice, you will be able to melt the surface metal without forming a hole. Now try moving the flame slowly along the surface of the sheet, melting a small puddle. Observe how quickly the puddle solidifies when the flame is removed. Continue this practice until you are able to control the melting. When you have mastered this, proceed by practicing actual welding. Start with simple flanged and notched butt joints that do not require a welding rod. Next, you should try using a welding rod with thin sheet and then with castings.
WELDING RODS.-Two types of welding rods available for gas welding aluminum alloys are the 1100 and 4043 rods. The 1100 rod is used when maximum resistance to corrosion and high ductility are of primary importance. The 1100 rod is used for welding 1100 and 3003 type aluminum alloys only. The 4043 rod is used for greater strength and minimizes the tendency for cracking. It also is used for all other wrought aluminum alloys and castings.
WELDING FLUXES.-The use of the proper flux in welding aluminum is extremely important. Aluminum welding flux is designed to remove the aluminum oxide by chemically combining with it. In gas welding, the oxide forms rapidly in the molten metal. It must be removed or a defective weld will result. To ensure proper distribution, you should paint flux on the welding rod and the surface to be welded.
Aluminum flux is usually in powder form and is prepared for use by mixing with water to form a paste. The paste should be kept in an aluminum, glass, or earthenware container because steel or copper containers tend to contaminate the mixture.
It is essential that plenty of flux be applied to the edges of flanged joints because no filler rod is used in
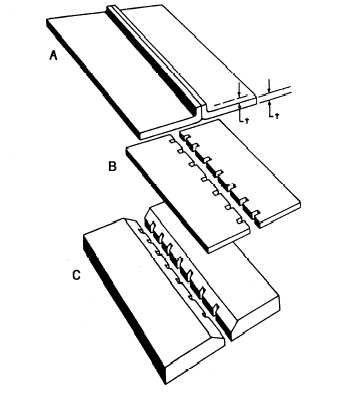
Figure 5-10.-Edge preparation for gas-welding aluminum.
these joints. In all cases, the flux should be applied to both the bottom and top sides of the sheet in the area of the weld. After you finish welding, it is important that you remove all traces of flux. You can do this by using a brush and hot water. If aluminum flux is left on the weld, it will corrode the metal.
WELDING PREPARATION.-The thickness of the aluminum determines the method of edge preparation. On material up to 0.062 of an inch, the edges should be formed to a 90-degree flange. The height of the flange should be about the same height, or a little higher, as the thickness of the material (fig. 5-10, view A). The only requirement for the flanges is that their edges be straight and square. If desired, material up to 0.125 of an inch can be welded with a flange joint. No filler rod is necessary if you flange the edges.
Unbeveled butt welds can be made on thicknesses from 0.062 of an inch to 0.188 of an inch; but in these applications, it is necessary to notch the edges with a saw or cold chisel in a manner similar to that shown in view B of figure 5-10. Edge notching is recommended in aluminum welding because it aids in getting full penetration and prevents local distortion. All butt welds made in material over 0.125 of an inch thick are usually notched in some manner.
Continue Reading