Home > Construction Training Manuals > Steelworker Volume 01 > Figure 7-37.Fillet Welds In The Vertical Position.
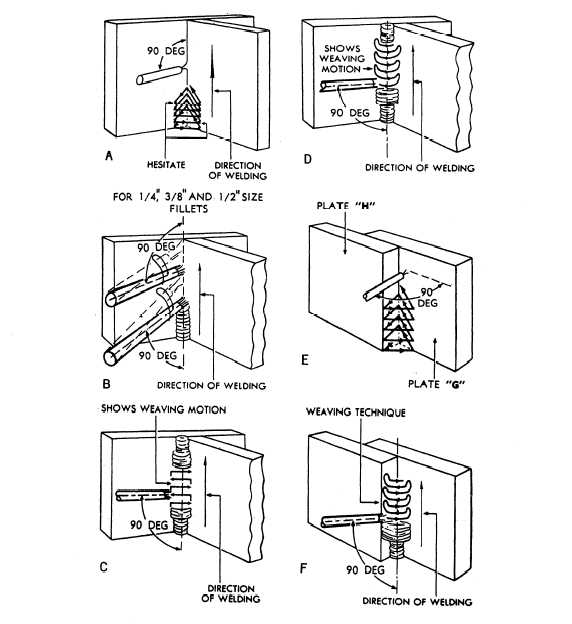
Figure 7-37. - Fillet welds in the vertical position.
Move the electrode in a triangular weaving motion, as shown in figure 7-37, view A. A slight pause in the weave, at the points indicated, improves the sidewall penetration and provides good fusion at the root of the joint.
When the weld metal overheats, you should quickly shift the electrode away from the crater without breaking the arc, as shown in figure 7-37, view B. This permits the molten metal to solidify without running downward. Return the electrode immediately to the crater of the weld in order to maintain the desired size of the weld.
When more than one pass is necessary to make a tee weld, you may use either of the weaving motions shown in figure 7-37, views C and D. A slight pause at the end of the weave will ensure fusion without undercutting the edges of the plates.
LAP JOINTS.-To make welds on lap joints in the vertical position, you should move the electrode in a triangular weaving motion, as shown in figure 7-37, view E. Use the same procedure, as outlined above for the tee joint, except direct the electrode more toward the vertical plate marked "G." Hold the arc short, and pause
Continue Reading