Home > Construction Training Manuals > Steelworker Volume 01 > Figure 7-60.Liquid Penetrant Inspection.
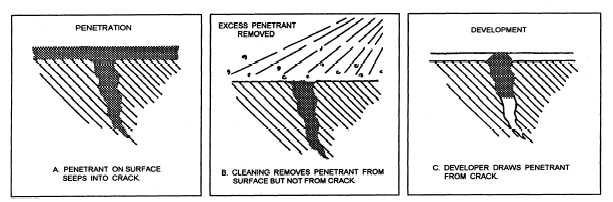
Figure 7-60. - Liquid penetrant inspection.
materials and to make sure that the surface is entirely dry before using the liquid penetrant.
Maintain the temperature of the inspection piece and the liquid penetrant in the range of 50°F to 100°F. Do not attempt to use the liquid penetrant when this temperature range cannot be maintained. Do not use an open flame to increase the temperature because some of the liquid penetrant materials are flammable.
After thoroughly cleaning and drying the surface, coat the surface with the liquid penetrant. Spray or brush on the penetrant or dip the entire piece into the penetrant. To allow time for the penetrant to soak into all the cracks, crevices, or other defects that are open to the surface, keep the surface of the piece wet with the penetrant for a minimum of 15 or 30 minutes, depending upon the penetrant being used.
After keeping the surface wet with the penetrant for the required length of time, remove any excess penetrant from the surface with a clean, dry cloth, or absorbent paper towel. Then dampen a clean, lint-free material with penetrant remover and wipe the remaining excess penetrant from the test surface. Next, allow the test surface to dry by normal evaporation or wipe it dry with a clean, lint-free absorbent material. In drying the surface, avoid contaminating it with oil, lint, dust, or other materials that would interfere with the inspection.
After the surface has dried, apply another substance, called a developer. Allow the developer (powder or liquid) to stay on the surface for a minimum of 7 minutes before starting the inspection. Leave it on no longer than 30 minutes, thus allowing a total of 23 minutes to evaluate the results.
The following actions take place when using dye penetrants. First, the penetrant that is applied to the surface of the material will seep into any passageway open to the surface, as shown in figure 7-60, view A. The penetrant is normally red in color, and like penetrating oil, it seeps into any crack or crevice that is open to the surface. Next, the excess penetrant is removed from the surface of the metal with the penetrant remover and a lint-free absorbent material. Only the penetrant on top of the metal surface is removed (fig. 7-60, view B), leaving the penetrant that has seeped into the defect.
Finally, the white developer is applied to the surface of the metal, as shown in figure 7-60, view C. The developer is an absorbing material that actually draws the penetrant from the defect. Therefore, the red penetrant indications in the white developer represent the defective areas. The amount of red penetrant drawn from the defective areas indicates the size and sometimes the type of defect. When you use dye penetrants, the lighting in the test area must be bright enough to enable you to see any indications of defects on the test surface.
The indications you see during a liquid penetrant inspection must be carefully interpreted and evaluated. In almost every inspection, some insignificant indications are present. Most of these are the result of the failure to remove all the excess penetrant from the surface. At least 10 percent of all indications must be removed from the surface to determine whether defects are actually present or whether the indications are the result of excess penetrant. When a second inspection does not reveal indications in the same locations, it is usually safe to assume that the first indications were false.
Continue Reading