be a deciding factor. GMAW is often chosen for welding thicker material.
Like GTA welding, gas metal-arc welding also uses a shielding gas to protect the weld zone during welding. The inert gas is fed through the gun into the weld zone and prevents atmospheric contamination.
GMAW offers many of the advantages of GTAW. Since there is no flux, GMA welds are clean and there is no slag to remove. GMAW enables you to produce sound welds in all positions quickly. Now let's take a look at the equipment you will use for GMA welding.
GMA WELDING EQUIPMENT AND SUPPLIES
Gas metal-arc welding equipment basically consists of four units: the power supply, the wire feeding mechanism, the welding gun (also referred to as the torch), and the gas supply. Figure 8-24 shows atypical GMA welding outfit.
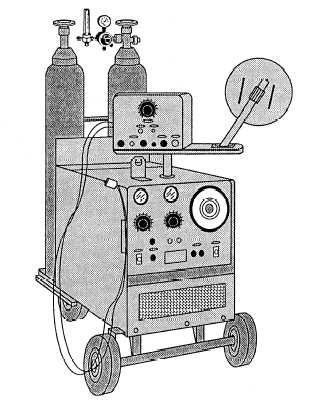
Figure 8-25. - Constant voltage (CV) power unit.
Welding Machine
When you use a conventional type of welding machine for GMA welding, the voltage varies depending on the length of the arc. Whenever the nozzle-to-work distance changes, the arc length and the voltage changes. The only way to produce uniform welds with this type of power source is to maintain the arc length and voltage at a constant value. Besides producing nonuniform welds, this inconsistent voltage can cause the wire to burn back to the nozzle.
A constant voltage (CV) power source was developed to overcome the inconsistent voltage characteristics of a conventional welding machine, (See fig. 8-25). It can be either a dc rectifier or motor generator that supplies current with normal limits of 200 to 250 amperes.
The CV type power source has a nearly flat voltampere characteristic. This means that the machine maintains the same voltage regardless of the amount of current used. With this type of power source, you can change the wire-feed speed over a considerable range without causing the wire to burn back to the nozzle. When the wire-feed speed is set at a specific rate, a proportionate amount of current is automatically drawn. In other words, the current selection is based on the wire-feed speed. When the wire is fed faster, the current increases; when it is fed slower, the current decreases. With this type of power supply, variations in the nozzle-to-work distance will not change the arc length and burn back is virtually eliminated.
In gas metal-arc welding, direct-current reverse polarity (DCRP) is recommended. You should recall from the previous section that DCRP produces excellent cleaning action and allows for deeper penetration.
Wire Feed Drive Motor
The wire feed drive motor is used to automatically drive the electrode wire from the wire spool through the gun up to the arc point. You can vary the speed of the wire feed by adjusting the controls on the wire-feed control panel. The wire feeder can be mounted on the power unit or it can be separate from the welding machine.
Welding Gun
The function of the welding gun is to carry the electrode wire, the welding current, and the shielding gas to the arc area. The gun has a trigger switch that controls the wire feed and arc as well as the shielding gas. The welding operator directs the arc and controls the weld with the welding gun. GMA welding guns are available in many different styles, some of which are
Continue Reading