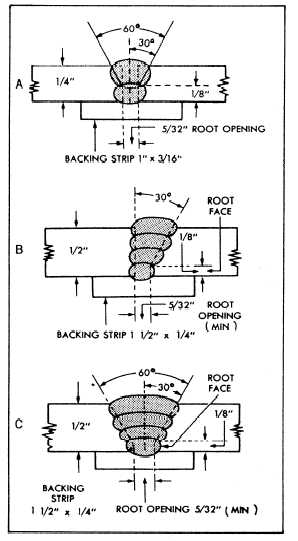
Figure 7-21.-Use of backing strips in welding butt joints.
For plates up to 3/8 inch thick, the backing strips should be approximately 1 inch wide and 3/16 inch thick. For plates more than 1/2inch thick, the backing strips should be 1 1/2 inches wide and 1/4 inch thick Tack-weld the backing strip to the base of the joint, as shown in figure 7-21. The backing strip acts as a cushion for the root pass. Complete the joint by welding additional layers of metal. After you complete the joint, the backing strip may be "washed" off or cut away with a cutting torch. When specified, place a seal bead along the root of the joint.
Bear in mind that many times it will not always be possible to use a backing strip; therefore, the welder must be able to run the root pass and get good penetration without the formation of icicles.
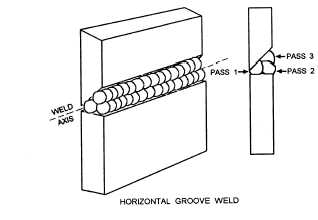
Figure 7-22.-Horizonta1 groove weld.
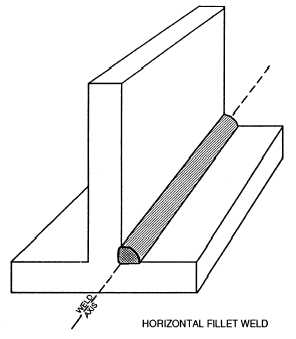
Figure 7-23.-Horizontal fillet weld,
HORIZONTAL-POSITION WELDING
You will discover that it is impossible to weld all pieces in the flat position. Often the work must be done in the horizontal position. The horizontal position has two basic forms, depending upon whether it is used with a groove weld or a fillet weld. In a groove weld, the axis of the weld lies in a relative horizontal plane and the face of the weld is in a vertical plane (fig. 7-22). In a fillet weld, the welding is performed on the upper side of a relatively horizontal surface and against an approximately vertical plane (fig. 7-23).
Continue Reading