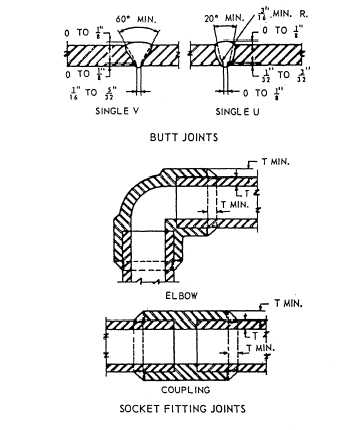
Figure 7-42. - Butt joints and socket fitting joints.
Butt joints are commonly used between pipes and between pipes and welded fittings. They are also used for butt welding of flanges and welding stubs. In making a butt joint, place two pieces of pipe end to end, align them, and then weld them. (See fig. 7-42.)
When the wall thickness of the pipe is 3/4 inch or less, you can use either the single V or single U type of butt joint; however, when the wall thickness is more than 3/4 inch, only the single U type should be used.
Fillet welds are used for welding slip-on and threaded flanges to pipe. Depending on the flange and type of service, fillet welds may be required on both sides of the flange or in combination with a bevel weld (fig. 7-43). Fillet welds are also used in welding screw or socket couplings to pipe, using a single fillet weld (fig. 7-42). Sometimes flanges require alignment. Figure 7-44 shows one type of flange square and its use in vertical and horizontal alignment.
Another form of fillet weld used in pipe fitting is a seal weld
A seal weld is used primarily to obtain tightness and prevent leakage. Seal welds should not be considered as adding strength to the joint.
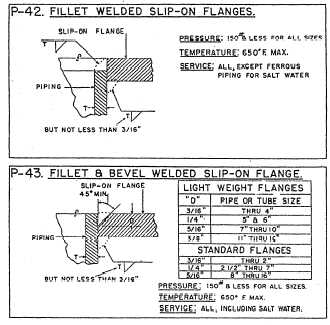
Figure 7-43. - Flange connections.
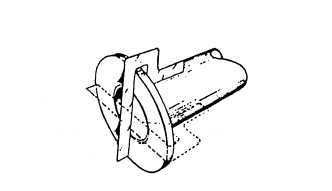
Figure 7-44. - Flange alignment.
JOINT PREPARATION AND FIT-UP
You must carefully prepare pipe joints for welding if you want good results. Clean the weld edges or surfaces of all loose scale, slag, rust, paint, oil, and other foreign matter. Ensure that the joint surfaces are smooth and uniform. Remove the slag from flame-cut edges; however, it is not necessary to remove the temper color.
When you prepare joints for welding, remember that bevels must be cut accurately. Bevels can be made by machining, grinding, or using a gas cutting torch. In fieldwork, the welding operator usually must make the bevel cuts with a gas torch. When you are beveling, cut away as little metal as possible to allow for complete fusion and penetration. Proper beveling reduces the amount of filler metal required which, in turn, reduces time and expense. In addition, it also means less strain in the weld and a better job of design and welding.
Continue Reading