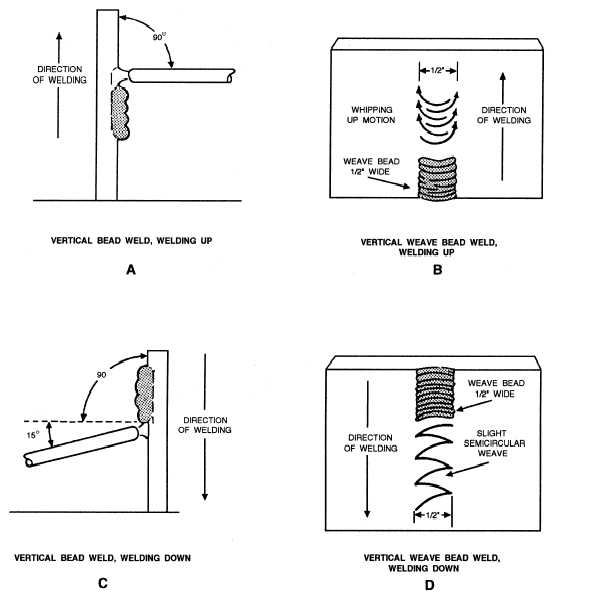
Figure 7-36. - Bead welding in the vertical position.
To produce good welds, you must maintain the proper angle between the electrode and the base metal. In welding upward, you should hold the electrode at 90 degrees to the vertical, as shown in figure 7-36, view A. When weaving is necessary, oscillate the electrode, as shown in figure 7-36, view B.
In vertical down welding, incline the outer end of the electrode downward about 15 degrees from the horizontal while keeping the arc pointing upward toward the deposited molten metal (figure 7-36, view C). When vertical down welding requires a weave bead, you should oscillate the electrode, as shown in figure 7-36, view D.
Joint Type
Vertical welding is used on most types of joints. The types of joints you will most often use it on are tee joints, lap joints, and butt joints.
When making fillet welds in either tee or lap joints in the vertical position, hold the electrode at 90 degrees to the plates or not more than 15 degrees off the horizontal for proper molten metal control. Keep the arc short to obtain good fusion and penetration.
TEE JOINTS. - To weld tee joints in the vertical position, start the joint at the bottom and weld upward.
Continue Reading