drums, tanks, or other containers is extremely dangerous and could lead to property damage or loss of life.
Whenever available, use steam to remove materials that are easily volatile. Washing the containers with a strong solution of caustic soda or a similar chemical will remove heavier oils.
Even after thorough cleansing, the container should be further safeguarded by falling it with water before any cutting, welding, or other hot work is done. In almost every situation, it is possible to position the container so it can be kept filled with water while cutting or other hot work is being done. Always ensure there is a vent or opening in the container for the release of the heated vapor inside the container. This can be done by opening the bung, handhole, or other fitting that is above water level.
When it is practical to fill the container with water, you also should use carbon dioxide or nitrogen in the vessel for added protection. From time to time, examine the gas content of the container to ensure the concentration of carbon dioxide or nitrogen is high enough to prevent a flammable or explosive mixture. The air-gas mixture inside any container can be tested with a suitable gas detector.
The carbon dioxide concentration should beat least 50 percent of the air space inside the container, and 80 percent or more when the presence of hydrogen or carbon monoxide is detected. When using nitrogen, you must ensure the concentration is at least 10 percent higher than that specified for carbon dioxide.
Carbon dioxide or nitrogen is used in apparently clean containers because there may still be traces of oil or grease under the seams, even though the vessel was cleaned and flushed with a caustic soda solution. The heat from the cutting or welding operation could cause the trapped oil or grease to release flammable vapors that form an explosive mixture inside the container.
A metal part that is suspiciously light maybe hollow inside; therefore, you should vent the part by drilling a hole in it before heating. Remember: air or any other gas that is confined inside a hollow part will expand when heated. The internal pressure created may be enough to cause the part to burst. Before you do any hot work, take every possible precaution to vent the air confined in jacketed vessels, tanks, or containers.
JUDGING CUTTING QUALITY
To know how good of a cutting job you are doing, you must understand know what constitutes a good
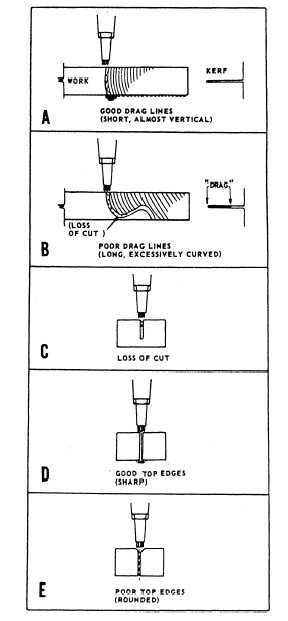
Figure 4-31. - Effects of correct and incorrect cutting procedures.
oxygas cut. In general, the quality of an oxygas cut is judged by four characteristics:
1. The shape and length of the draglines
2. The smoothness of the sides
3. The sharpness of the top edges
4. The amount of slag adhering to the metal
DRAG LINES
Drag lines are line markings that show on the surface of the cut. Good drag lines are almost straight up and down, as shown in figure 4-31, view A. Poor drag
Continue Reading