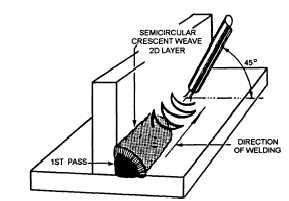
Figure 7-27. - Weave motion for multipass fillet weld.
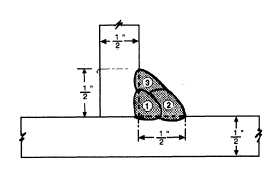
Figure 7-28. - Order of making string beads for a tee joint in heavy plate.
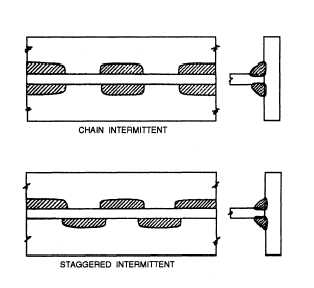
Figure 7-29. - Intermittent fillet welds.
Chain-intermittent or staggered-intermittent fillet welds, as shown in figure 7-29, are used on long tee joints. Fillet welds of these types are for joints where high weld strength is not required; however, the short welds are arranged so the finished joint is equal in
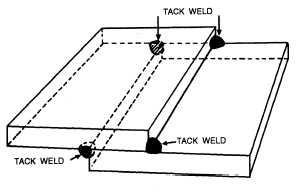
Figure 7-30. - Tack welding a lap joint.
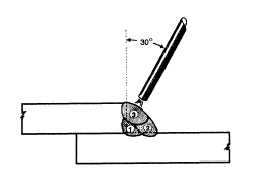
Figure 7-31. - Position of electrode on a lap joint.
strength to that of a joint that has a fillet weld along the entire length of one side. Intermittent welds also have the advantage of reduced warpage and distortion.
LAP JOINTS. - When you make a lap joint, two overlapping plates are tack-welded in place (fig. 7-30), and a fillet weld is deposited along the joint.
The procedure for making this fillet weld is similar to that used for making fillet welds in tee joints. You should hold the electrode so it forms an angle of about 30 degrees from the vertical and is inclined 15 degrees in the direction of welding. The position of the electrode in relation to the plates is shown in figure 7-31. The weaving motion is the same as that used for tee joints, except that the pause at the edge of the top plate is long enough to ensure good fusion without undercut. Lap joints on 1/2-inch plate or heavier are made by depositing a sequence of stringer beads, as shown in figure 7-31,
In making lap joints on plates of different thickness, you should hold the electrode so that it forms an angle of between 20 and 30 degrees from the vertical
Continue Reading