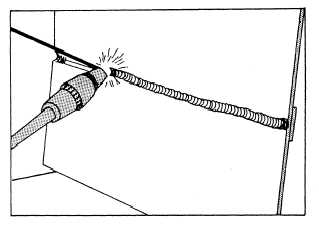
Figure 8-19.-GTA welding in the horizontal position.
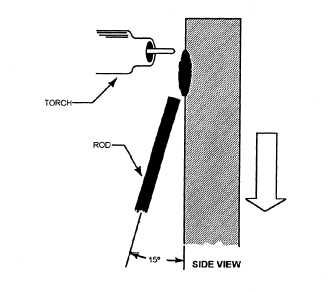
Figure 8-20.-GTA welding vertical downward.
and out of the puddle about every 1/4 of an inch of travel. If you add the filler rod to the molten puddle at just the right time uniform welds result every time.
Out-of-Position Welding
Rules for quality welding in the flat position also must be followed for out-of-position GTA welding. Cleanliness, good joint fit-up, preheat, sufficient shielding gas, and correct welding current are important. In addition, you should not use high welding current or deposit large weld beads. Direct the arc so there is no overheating at anyone area that could cause sagging or undercutting. The adding of filler metal, bead size, and sequence must be done correctly to ensure complete fusion between passes.
HORIZONTAL WELDING.- When welding in the horizontal position, start the arc on the edge of the
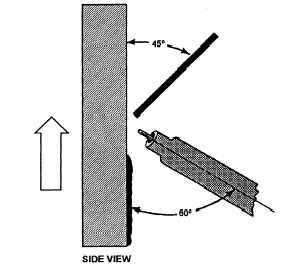
Figure 8-21.-GTA welding vertical upward.
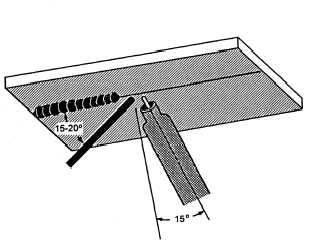
Figure 8-22.-GTA welding overhead.
joint. Then hold the torch at a work angle of 15 degrees and a push angle of 15 degrees. After you establish the puddle, dip the rod into the front edge of the puddle on the high side as you move the torch along the joint (fig. 8-19). Maintain an arc length as close as possible to the diameter of the electrode. Correct arc length coupled with the correct speed of travel helps prevent undercutting and permits complete penetration.
VERTICAL WELDING.- When welding thin material with the GTA welding process, you should weld from the top, moving downward (fig. 8-20). This helps you produce an adequate weld without burning through the metal. Filler material is not normally needed for welding downward.
On heavier materials, you should weld from the bottom, upwards (fig. 8-21). This enables you to achieve adequate penetration. When welding upward, you normally need to use a filler rod.
Continue Reading