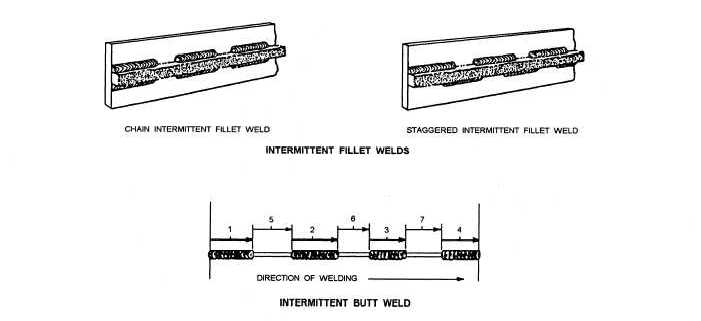
Figure 3-33. - Intermittent welds.
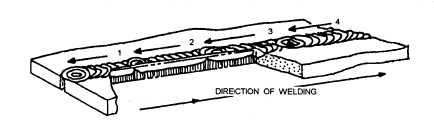
Figure 3-34. - Back-step welding.
Proper Edge Preparation and Fit-up
As discussed earlier in this chapter, proper edge preparation and fit-up are essential to good quality welds. By making certain the edges are properly beveled and spacing is adequate, you can restrict the effects of distortion. Additionally, you should use tack welds, especially on long joints. Tack welds should be spaced at least 12 inches apart and run approximately twice as long as the thickness of the weld.
Control the Heat Input
You should understand that the faster a weld is made, the less heat is absorbed by the base metal. As you gain welding experience, it will become easier for you to weld a seam with the minimum amount of heat by simply speeding up the welding process.
Regardless of your experience, it is often necessary to use a welding technique designed to control heat input. An intermittent weld (sometimes called a skip weld) is often used instead of one continuous weld. When you are using an intermittent weld, a short weld is made at the beginning of the joint. Next, you skip to the center of the seam and weld a few inches. Then, you weld at the other end of the joint. Finally, you return to the end of the first weld and repeat the cycle until the weld is finished. Figure 3-33 shows the intermittent weld.
Another technique to control the heat input is the back-step method (fig. 3-34). When using this technique, you deposit short weld beads from right to left along the seam.
Preheat the Metal
As discussed earlier, expansion and contraction rates are not uniform in a structure during welding due to the differences in temperature throughout the metal.
Continue Reading