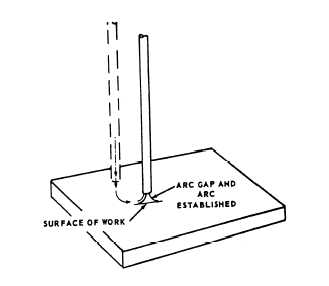
Figure 7-11. - Tapping method of starting the arc.
TAPPING method (fig. 7-11). In either method, the arc is started by short circuiting the welding current between the electrode and the work surface. The surge of high current causes the end of the electrode and a small spot on the base metal beneath the electrode to melt instantly. In the STRIKING or BRUSHING method, the electrode is brought down to the work with a lateral motion similar to striking a match. As soon as the electrode touches the work surface, it must be raised to establish the arc (fig. 7-10). The arc length or gap between the end of the electrode and the work should be equal to the diameter of the electrode. When the proper arc length is obtained, it produces a sharp, crackling sound.
In the TAPPING method, you hold the electrode in a vertical position to the surface of the work. The arc is started by tapping or bouncing it on the work surface and then raising it to a distance equal to the diameter of the electrode (fig. 7-11). When the proper length of arc is established, a sharp, crackling sound is heard.
When the electrode is withdrawn too slowly with either of the starting methods described above, it will stick or freeze to the plate or base metal. If this occurs, you can usually free the electrode by a quick sideways wrist motion to snap the end of the electrode from the plate. If this method fails, immediately release the electrode from the holder or shutoff the welding machine. Use alight blow with a chipping hammer or a chisel to free the electrode from the base metal.
CAUTION
NEVER remove your helmet or the shield from your eyes as long as there is any possibility that the electrode could produce an arc.
After you strike the arc, the end of the electrode melts and flows into the molten crater of the base metal. To compensate for this loss of metal, you must adjust the length of the arc. Unless you keep moving the electrode closer to the base metal, the length of the arc will increase. An arc that is too long will have a humming type of sound. One that is too short makes a popping noise. When the electrode is fed down to the plate and along the surface at a constant rate, a bead of metal is deposited or welded onto the surface of the base metal. After striking the arc, hold it for a short time at the starting point to ensure good fusion and crater deposition. Good arc welding depends upon the control of the motion of the electrode along the surface of the base metal.
Setting the Current
The amount of current used during a welding operation depends primarily upon the diameter of the electrode. As a rule, higher currents and larger diameter electrodes are better for welding in the flat position than the vertical or overhead position. Manufacturers of electrodes usually specify a current range for each type and size of electrode; this information is normally found on the face of the electrode container.
Since most recommended current settings are only approximate, final current settings and adjustments need to be made during the welding operation. For example, when the recommended current range for an electrode is 90-100 amperes, the usual practice is to set the controls midway between the two limits, or at 95 amperes. After starting the weld, make your final adjustments by either increasing or decreasing the current.
When the current is too high, the electrode melts faster and the molten puddle will be excessively large and irregular. High current also leaves a groove in the base metal along both sides of the weld. This is called undercutting, and an example is shown in figure 7-12, view C.
With current that is too low, there is not enough heat to melt the base metal and the molten pool will be too small. The result is poor fusion and a irregular shaped deposit that piles up, as shown in figure 7-12, view B. This piling up of molten metal is called overlap. The molten metal from the electrode lays on the work without penetrating the base metal. Both undercutting and overlapping result in poor welds, as shown in figure 7-13.
When the electrode, current, and polarity are correct, a good arc produces a sharp, crackling sound. When any of these conditions are incorrect, the arc produces a steady, hissing sound, such as steam escaping.
Continue Reading