Figure 7-32.-Lap joints on plates of different thickness.
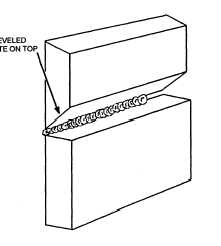
Figure 7-33.-Horizontal butt joint.
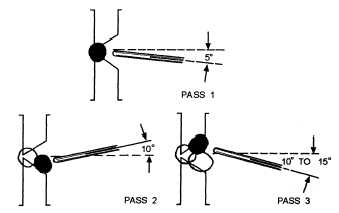
Figure 7-34.-Multiple passes.
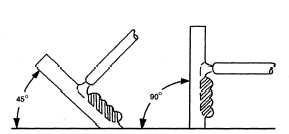
Figure 7-35.-Vertical weld plate positions.
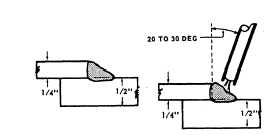
(fig. 7-32). Be careful not to overheat or undercut the thinner plate edge.
BUTT JOINTS.-Most butt joints, designed for horizontal welding, have the beveled plate positioned on the top. The plate that is not beveled is on the bottom and the flat edge of this plate provides a shelf for the molten metal so that it does not run out of the joint (fig. 7-33). Often both edges are beveled to forma 60-degree included angle. When this type of joint is used, more skill is required because you do not have the retaining shelf to hold the molten puddle.
The number of passes required for a joint depends on the diameter of the electrode and the thickness of the metal. When multiple passes are required (fig. 7-34), place the first bead deep in the root of the joint. The electrode holder should be inclined about 5 degrees downward. Clean and remove all slag before applying each following bead. The second bead should be placed with the electrode holder held about 10 degrees upward. For the third pass, hold the electrode holder 10 to 15 degrees downward from the horizontal. Use a slight weaving motion and ensure that each bead penetrates the base metal.
VERTICAL-POSITION WELDING
A "vertical weld" is defined as a weld that is applied to a vertical surface or one that is inclined 45 degrees or less (fig. 7-35). Erecting structures, such as buildings, pontoons, tanks, and pipelines, require welding in this position. Welding on a vertical surface is much more difficult than welding in the flat or horizontal position due to the force of gravity. Gravity pulls the molten metal down. To counteract this force, you should use fast-freeze or fill-freeze electrodes.
Vertical welding is done in either an upward or downward position. The terms used for the direction of welding are vertical up or vertical down. Vertical down welding is suited for welding light gauge metal because the penetration is shallow and diminishes the possibility of burning through the metal. Furthermore, vertical down welding is faster which is very important in production work.
Current Settings and Electrode Movement
In vertical arc welding, the current settings should be less than those used for the same electrode in the flat position. Another difference is that the current used for welding upward on a vertical plate is slightly higher than the current used for welding downward on the same plate.
Continue Reading