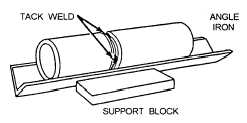
Figure 7-45. - Angle iron jig.
Align the piping before welding and maintain it in alignment during the welding operation. The maximum alignment tolerance is 20 percent of the pipe thickness. To ensure proper initial alignment, you should use clamps or jigs as holding devices. Apiece of angle iron makes a good jig for a small-diameter pipe (fig. 7-45), while a section of channel or I-beam is more suitable for larger diameter pipe.
TACK WELDING
When welding material solidly, you may use tack welds to hold it in place temporarily. Tack welding is one of the most important steps in pipe welding or any other type of welding. The number of tack welds required depends upon the diameter of the pipe. For 1/2-inch pipe, you need two tacks; place them directly opposite each other. As a rule, four tacks are adequate for standard size of pipe. The size of a tack weld is determined by the wall thickness of the pipe. Be sure that a tack weld is not more than twice the pipe thickness in length or two thirds of the pipe thickness in depth. Tack welds should be the same quality as the final weld. Ensure that the tack welds have good fusion and are thoroughly cleaned before proceeding with the weld.
SPACERS
In addition to tack welds, spacers sometimes are required to maintain proper joint alignment. Spacers are accurately machined pieces of metal that conform to the dimensions of the joint design used. Spacers are sometimes referred to as chill rings or backing rings, and they serve a number of purposes. They provide a means for maintaining the specified root opening, provide a convenient location for tack welds, and aid in the pipe alignment. In addition, spacers can prevent weld spatter and the formation of slag or icicles inside the pipe.
ELECTRODE SELECTION
Select the electrode that is best suited for the position and type of welding to be done. For the root pass of a multilayer weld, you need an electrode large enough, yet not exceeding 3/16 inch, that ensures complete fusion and penetration without undercutting and slag inclusions.
Make certain the welding current is within the range recommended by the manufacturers of the welding machines and electrodes.
WEATHER CONDITIONS
Do not assign a welder to a job under any of the following conditions listed below unless the welder and the work area are properly protected:
When the atmospheric temperature is less than 0°F
When the surfaces are wet
When rain or snow is falling, or moisture is condensing on the weld surfaces
During periods of high wind
At temperatures between 0°F and 32°F, heat the weld area within 3 inches of the joint with a torch to a temperature warm to the hand before beginning to weld.
WEARFACING
The Seabee welder can greatly extend the life of construction equipment by the use of wearfacing procedures. Wearfacing is the process of applying a layer of special composition metal onto the surface of another type of metal for the purpose of reducing wear. The selection of a wearfacing alloy for application is based on the ability of the alloy to withstand impact or abrasion. Impact refers to a blow or series of blows to a surface that results in fracture or gradual deterioration. Abrasion is the grinding action that results when one surface slides, rolls, or rubs against another. Under high-compressive loads, this action can result in gouging.
Alloys that are abrasion resistant are poor in with standing impact. Conversely, those that withstand impact well are poor in resisting abrasion; however, there are many alloys whose wearfacing properties fall between the two extremes. These alloys offer some protection against abrasion and withstand impact well.
WORKPIECE PREPARATION
Before you wear-face a workpiece, all dirt, oil, rust, grease, and other foreign matter must be removed. If you do not, your finished product will be porous and subject to spalling. You also need a solid foundation; therefore, repair all cracks and remove any metal that is fatigued or rolled over.
Continue Reading