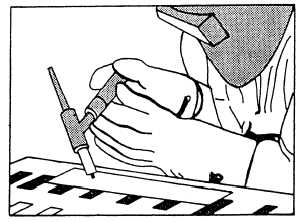
Figure 8-14.-Torch position at the end of the swing when the arc strikes.
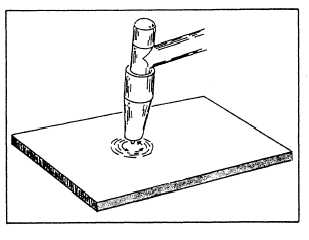
Figure 8-15.-Forming a molten puddle with a GTA torch.
rapidly swing the electrode end of the torch down to within 1/8 of an inch of the work surface. The high-frequency arc will then jump the gap between the electrode and the plate, establishing the arc. Figure 8-14 shows the torch position at the time the arc strikes.
If you are using a dc machine, hold the torch in the same position, but touch the plate to start the arc. When the arc is struck withdraw the electrode so it is about 1/8 of an inch above the plate.
To stop the arc, quickly swing the electrode back to the horizontal position. If the machine has a foot pedal, gradually decrease the current before stopping the arc.
Welded Joints
In the following paragraphs the different types of joints and the procedures used to weld them is discussed.
BUTT JOINTS. - After you strike the arc, hold the torch at a 90-degree angle to the workpiece surface, and
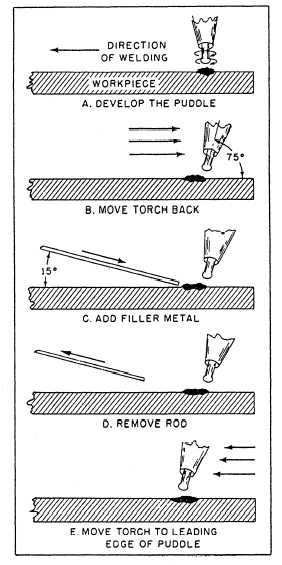
Figure 8-16.-Addition of filler metal in the flat position.
with small circular motions, as shown in figure 8-15, form a molten puddle. After you form the molten puddle, hold the torch at a 75-degree angle to the work surface and move it slowly and steadily along the joint at a speed that produces a bead of uniform width. Move the torch slowly enough to keep the puddle bright and fluid. No oscillating or other movement of the torch is necessary except the steady forward movement.
When you must use a filler metal, form the molten puddle as described previously. When the puddle becomes bright and fluid, you should move the arc to the rear of the puddle and add the filler metal by quickly touching the rod to the front edge of the puddle. Hold the rod at about a 15-degree angle from the work. Because the electrode is pointing toward the filler metal or pushing it, it is known as the push angle. Remove the
Continue Reading