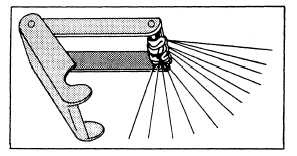
Figure 5-5. - Welding tip orifice cleaner.
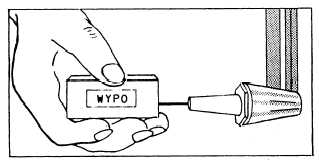
Figure 5-6. - A welding tip cleaner in use.
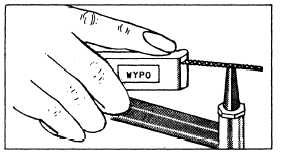
Figure 5-7. - Reconditioning the orifice end of a torch tip.
Welding Torch Tips
Welding tips are subject to considerable abuse and you must keep the orifice smooth and clean if the tip is to perform satisfactorily. When cleaning a welding tip, you must be careful and ensure you do not enlarge or scar the orifice. Carbon deposits and slag must be removed regularly to ensure good performance.
Avoid dropping a tip because the seat that seals the joint may be damaged. Also, the flame end of the tip also may receive damage if it is allowed to come in contact with the welding work, bench, or firebricks. This damage roughens the end of the tip and causes the flame to burn with a "fishtail."
Special welding tip cleaners have been developed to remove the carbon or slag from the tip orifice. The cleaner consists of a series of broachlike wires that correspond in diameter to the diameter of the tip orifices (fig. 5-5). These wires are packaged in a holder, which makes their use safe and convenient. Figure 5-6 shows a tip cleaner in use. Some welders prefer to use a number drill the size of the tip orifice to clean welding tip orifices. A number drill must be used carefully so the orifice is not enlarged, bell-mouthed, reamed out of round, or otherwise deformed.
The flame end of the tip must be clean and smooth. The surface must beat right angles to the centerline of the tip orifice to ensure a proper shaped flame. A 4-inch mill file or the file in the tip cleaner can be used to recondition the surface, as shown in figure 5-7.
Recondition the tip if it becomes rough and pitted or the orifice is bell-mouthed. An easy method to use involves placing apiece of emery cloth, grit side up, on a flat surface; hold the tip perpendicular to the emery cloth, and rub the tip back and forth just enough to true the surface and to bring the orifice back to its original diameter.
Regulator Leaks
With regulators, gas leakage between the regulator seat and nozzle is the most common type of trouble. You often hear this problem referred to as regulator creep. This problem can be detected by the gradual rise in pressure on the working-pressure gauge without moving the adjusting screw. Frequently, this trouble is caused by worn or cracked seats. It also can be caused by foreign matter lodged between the seat and the nozzle. It is important that you have leaking regulators repaired at once; otherwise, injury to personnel or equipment damage could result. This is particular y dangerous with fuel-gas regulators because fuel gas at a high pressure in a hose becomes an explosive hazard. To ensure the safety of personnel and equipment, ensure that regulators with such leaks are removed from service and turned in for repair.
OXYGAS WELDING TECHNIQUES
Oxygas welding maybe done using either the fore- hand or the backhand method. Each of these techniques has special advantages and you should become skillful with both. The deciding factor that determines whether a technique is considered forehand or backhand is the relative position of the torch and rod during welding, not
Continue Reading