NOTE: The wedge socket efficiency is approximately two thirds of the breaking strength of the wire rope due to the crushing action of the wedge.
Basket Socket
A basket socket is normally attached to the end of the rope with either molten zinc or babbitt metal; therefore, it is a permanent end fitting. In all circumstances, dry or poured, the wire rope should lead from the socket in line with the axis of the socket.
DRY METHOD. - The basket socket can also & fabricated by the dry method (fig. 5- 12) when facilities are not available to make a poured fitting; however, its strength will be reduced to approximately one sixth of that of a poured zinc connection.
POURED METHOD. - The poured basket socket (fig. 5-13) is the preferred method of basket socket assembly. Properly fabricated, it is as strong as the rope itself, and when tested to destruction, a wire rope will break before it will pull out of the socket. When molten lead is used vice zinc, the strength of the connection must be approximate] y three fourths of the strength of a zinc connection
Permanent eyes in wire rope slings can also be made in 3/8- to 5/8-inch (9.5 to 15.9-mm) wire rope by using the nicopress portable hydraulic splicing tool and oval sleeves. The nicopress portable splicing tool (fig. 5-14) consists of a hand-operated hydraulic pump connected to a ram head assembly. Included as a part of the tool kit are interchangeable compression dies for wire sizes 3/8, 7/16, 1/2, 9/16, and 5/8 inch (9.5, 11.1, 12.7, 14.3, and 15.9 mm). The dies are in machined halves with a groove size to match the oval sleeve and the wire rope being spliced. The oval sleeves (fig. 5-15) are available in plain copper or zinc-plated copper.
To make an eye splice, pick an oval sleeve equal to the size of the wire rope being spliced. Slide the sleeve over the bitter end of the length of rope, then form an eye and pass the bitter end through the end again (fig. 5-16). Next, place the lower half of the compression die in the ram head assembly. Place the oval sleeve in this lower half and drop in the upper half of the die. Fully insert the thrust pin that is used to hold the dies in place when making the swage. Start pumping the handle and continue to do so until the dies meet. At this time the overload valve will pop off, and a 100-percent efficient splice is formed (fig. 5-17). Retract the plunger and remove the swaged splice.
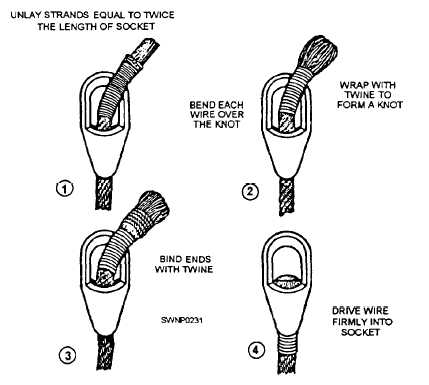
Figure 5-12. - Attaching a basket socket by the dry method.
Continue Reading