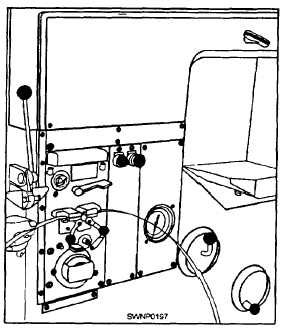
Figure 12-11. - Butt welder-grinder unit.
hold the WELD button until the blade ends fuse together. Let the weld cool for a few seconds and then press the ANNEAL button until the welded area heats to a dull cherry red. Hold the welded area at that temperature momentarily by jogging the button, and then allow the temperature to fall off slowly and gradually by increasing the time between jogs. (Allow about 10 seconds for this last phase.)
2. After the band has been annealed, take it out of the welder jaws and grind the weld bead with the small grinder. Grind the weld area to the same thickness as the rest of the band. Check the back edge of the band for burrs and misalignment; grind off irregularities. After the grinding is completed, place the band in the butt welder-grinder unit and reanneal the welded areas to destroy any hardness that may have developed. See the technical manual furnished with each machine.
Causes of Blade Breakage
A number of conditions may cause a band saw blade to break. Breakage is unavoidable when it is the result of the peculiar stresses to which such saws are subjected. The most common causes of blade breakage that may be avoided by good judgment on the part of the operator are as follows: (1) faulty alignment and adjustment of the guides, (2) forcing or twisting a wide blade around a curve of short radius, (3) feeding too fast, (4) dullness of the teeth or the absence of sufficient set, (5) excessive tension on the blade, (6) top guide set too high above the work being cut, and (7) using a blade with a lumping or impropery finished braze or weld. When a saw blade breaks, shut off the power immediately, and then wait until the wheels stop turning before replacing the blade.
Replacing Saw Blades
To replace a bandsaw blade, open the wheel guard on each wheel. Raise the guide to the top position. Remove the throat plate from the table. Release the tension on the blade by turning the top wheel adjusting screw. Remove the blade and install the replacement.
HORIZONTAL BAND CUTOFF
SAW A relatively new metal-cutting band saw is shown in figure 12-12. This HORIZONTAL BAND CUTOFF SAW is being used in shops to replace the reciprocating type of power hacksaw. The continuous cutting action of the blade provides greater speed, accuracy, and versatility for metal-cutting jobs.
Good results from the use of any metal-cutting band saw depend upon careful choice of blade, speed, rate of feed, and feed pressure. The primary consideration in selecting the blade is the tooth pitch. Tooth pitch should be considered in relation to the hardness and toughness of the material being worked and the thickness of the workpiece. At lease two teeth should be in contact with the work. When cutting thick material, do not select a tooth pitch that will allow too
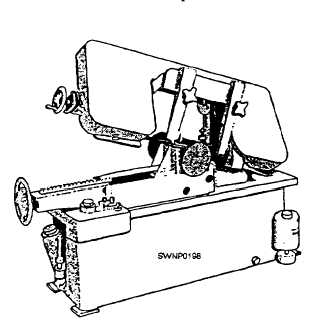
Figure 12-12. - HorizontaI band Cutoff saw.
Continue Reading