Home > Construction Training Manuals > Steelworker Volume 02 > Figure 12-19.Angle Of The Dead Center.
Three factors must be considered when repainting a drill bit:
1. LIP CLEARANCE (fig. 12-18). The two cutting edges or lips are comparable to chisels. To cut effectively, you must relieve the heel or that part of the point back to the cutting edge. Wh.bout this clearance, it would be impossible for the lips to cut. If there is too much clearance, the cutting edges are weakened. Too little clearance results in the drill point merely rubbing without penetration. Gradually increase lip clearance toward the center until the line across dead center stands at an angle of 120 to 135 degrees with the cutting edge (fig. 12-19).
2. LENGTH AND ANGLE OF LIPS. The material to be drilled determines the proper point angle. The angles, in relation to the axis, must be the same. Fifty-nine degrees has been found satisfactory for most metals. If the angles are unequal, only one lip will cut and the hole will be oversize (fig. 12-20).
3. THE PROPER LOCATION OF THE DEAD CENTER (fig. 12-21). Equal angles but lips of different lengths results in oversize holes and the resulting "wobble" places tremendous pressures on the drill press spindle and bearings.
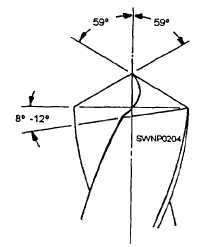
Figure 12-18. - Lip clearance.
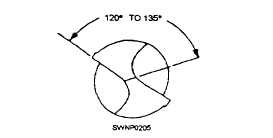
Figure 12-19. - Angle of the dead center.
Figure 12-20. - Unequal drill point angles.
Figure 12-21. - Drill point off center.
A combination of both faults can result in a broken drill bit, and if the drill bit is very large, permanent damage to the drilling machine. The hole produced (fig. 12-22) will be oversize and often out-of-round.
The web of the drill bit increases in thickness toward the shank (fig. 12-23). When the drill bit has been shortened by repeated grindings, the web must
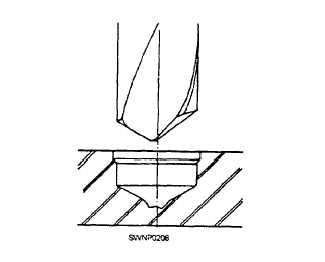
Figure 12-22. - Drill point with unequal point angles and with the drill point sharpened off center.
Continue Reading