Home > Construction Training Manuals > Steelworker Volume 02 > Figure 12-8.Combination Punch, Shear, And Coper.
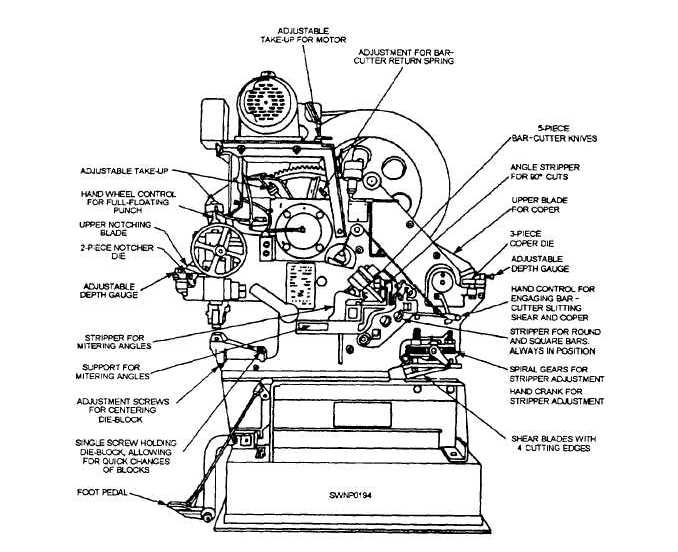
Figure 12-8. - Combination punch, shear, and coper.
manufacturer's manual for detailed information concerning the structure, operation, maintenance, and repair of the individual machine.
One of the key parts of the vertical band saw is its blade that must be sharp and accurately set to cut in a straight line. The radius of the curve, or circle, to be cut determines the size of the saw blade to be used. Use a narrow blade to cut curves of small radii. A l/8-inch blade will cut a l-inch curve; a 3/16-inch blade, a 1 l/2-inch curve; a l/4-inch blade, a 2-inch curve; and a 3/8-inch blade, a 2 l/2-inch curve; provided, in each instance, the teeth have the correct amount of set.
After turning on the power, see that the blade is operating at full speed before you start a cut. It is advisable to true up one face or edge of the stock before taking a cut with the saw. Also, start the cut in the waste stock and do not crowd or cramp the blade.
Keep the top guide down close to the work at all times. When sawing curves or straight lines (outlines), you guide the stock along the lines marked on the face of the stock. When more than one piece is to be sawed, several can be tack-welded together before sawing. Tack-weld from the side on which the outline is marked so the welds will be visible to the saw operator. Be careful not to exceed the rated capacity of the machine.
Do not force the material too hard against the blade. A light contact with the blade permits easier following of the line and prevents undue friction and overheating of the blade.
By keeping the saw blade well sharpened, you need to apply very little forward pressure for average cutting. Move stock steadily against the blade, but no faster than required to give an easy cutting movement.
Continue Reading