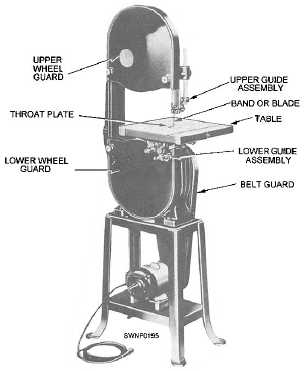
Figure 12-9. - 14-inch band saw.
Avoid twisting the blade by trying to turn sharp corners. Remember that you must saw around comers. If you want to saw a very small radius, use a narrow blade.
If you find that a saw cut cannot be completed, it is better to saw out through the waste material to the edge of the stock than to back the blade out of the curved cut. This will prevent accidentally drawing the blade off the wheels.
BAND SAW teeth are shaped like the teeth in a hand ripsaw, which means that their fronts are filed at 90 degrees to the line of the saw. Reconditioning procedures are the same as they are for a hand ripsaw, except that very narrow band saws with very small teeth must usually be set and sharpened by special machines.
A broken band saw blade must be BRAZED when no accessory welder is available. The procedure for brazing is as follows:
1. SCARF the two ends to be joined with a file so that they may be joined in a SCARFJOINT(fig. 12-10).
2. Place the ends in a brazing clamp, or some similar device, that will permit them to be brought together in perfect alignments.
3. Coat the filed surfaces with soldering flux.
4. Cut a strip of silver solder the length of the scarf and the width of the blade. Coat it with flux and insert it between the filed surfaces.
5. Heat a pair of brazing tongs bright red and clamp the joint together. The red-hot tongs wiIl heat the blade and melt the solder. Keep the tongs clamped on the joint until they turn black.
6. Smooth the joint on both sides with a flat file, and finish it with fine emery cloth.
Figure 12-11 shows band ends being joined by using the butt welder-grinder unit. The entire procedure for joining is as follows:
1. Trim both ends of the band square; clean them thoroughly. Butt the ends together in the jaws of the welder-grinder unit; make sure that the ends are aligned and that the seam is centered between the welder jaws. First, set the resistance knob to agree with the dial for the width of band you are going to weld Then press and
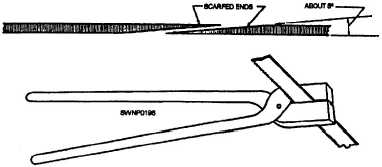
Figure 12-10. - Rejoining a broken band saw blade.
Continue Reading