bend 24 gauge sheet metal at that setting, the sheet will slip and the bend will be formed in the wrong position. When you try to bend 18 gauge sheet metal when the machine is set for 24 gauge sheet metal, you can break the clamping bar handle. The pressure to lock the clamping bar should NEVER be too strong. With a little practice you will be able to gauge the pressure correctly.
2. Adjust the upper jaw horizontally to the correct position for the thickness of the metal and for the radius of the bend to be made.
CAUTION If the upper jaw is adjusted to the exact thickness of the metal, the bend will be sharp or it will have practically no bend radius. If it is set for more than the thickness of the metal, the bend will have a larger radius; if the jaw is set for less than the thickness of the metal, the jaws of the machine may be sprung out of alignment and the edges of the jaws may be damaged.
After these two adjustments have been made, the machine is operated as follows:
1. Scribe a line on the surface of the sheet metal to show where the bend will be.
2. Raise the upper jaw with the clamping handle and insert the sheet in the brake, bringing the scribed line into position even with the front edge of the upper jaw.
3. Clamp the sheet in position. Ensure that the scribed line is even with the front edge of the upper jaw. The locking motion will occasionally shift the workpiece.
4. Once you are satisfied that the metal is clamped correctly, the next step is to lift the bending leaf to the required angle to form the bend. If you are bending soft and/or ductile metal, such as copper, the bend will be formed to the exact angle you raised the bending leaf. If you are bending metal that has any spring to it, you will have to raise the bending leaf a few degrees more to compensate for the spring in the metal. The exact amount of spring that you will have to allow for depends on the type of metal you are working with.
5. Release the clamping handle and remove the sheet from the brake.
The brake is equipped with a stop gauge, consisting of a rod, a yoke, and a setscrew. You use this to stop the bending leaf at a required angle. This feature is useful when you have to fabricate a large number of pieces with the same angle. After you have made your first bend to the required angle, set the stop gauge so that the bending leaf will not go beyond the required angle. You can now fabricate as many bends as you need.
The cornice brake is extremely useful for making single hems, double hems, lock seams, and various other shapes.
It is impossible to bend all four sides of a box on a conventional brake. The FINGER BRAKE, sometimes referred to as a BOX AND PAN BRAKE (fig. 2-37), has been designed to handle this exact situation . The upper jaw is made up of a number of blocks, referred to as "fingers." They are various widths and can easily be positioned or removed to allow all four sides of a box to be bent. Other than this feature, it is operated in the same manner as a cornice brake.
ROLL FORMING MACHINE. - When cylinders and conical shapes are being formed, no sharp bends are obviously required; instead, a gradual curve has to be formed in the metal until the ends meet. Roll forming machines have been invented to accomplish this task. The simplest method of forming these shapes is on the SLIP ROLL FORMING MACHINE (fig. 2-38). Three rolls do the forming (fig. 2-39). The two front rolls are the feed rolls and can be adjusted to accommodate various thicknesses of metal. The rear roll, also adjustable, gives the section the desired curve. The top roll pivots up to permit the cylinder to be removed without danger of distortion. Grooves are machined in the two bottom
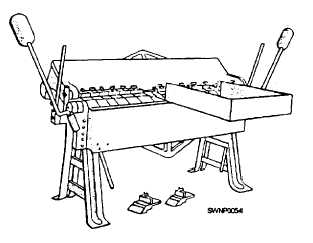
Figure 2-37. - Finger brake.
Continue Reading