When you are joining sheet metal that is greater than two thicknesses, remember that the shank of the rivet should extend 1 1/2 times the diameter of the rivet. This will give you adequate metal to form the head.
Rivet spacing is given on the blueprint or drawing you are working from. If the spacing is not given, space the rivets according to the service conditions the seam must withstand. For example, if the seam must be watertight, you will need more rivets per inch than is required for a seam that does not have to be watertight. No matter how far apart the rivets are, there must be a distance of 2 1/2 times the rivet diameter between the rivets and the edge of the sheet. This distance is measured from the center of the rivet holes to the edge of the sheet.
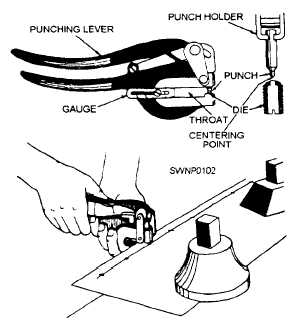
Figure 2-85. - Hand punch.
After you have determined the size and spacing of the rivets, mark the location of the centers of the rivet holes. Then make the holes by punching or by drilling. If the holes are located near the edge of the sheet, a hand punch, similar to the one shown in figure 2-85, can be used to punch the holes. If the holes are farther away from the edge, you can use a deep-threaded punch (either hand operated or power driven) or you can drill the holes. The hole must be slightly larger than the diameter of the rivet to provide a slight clearance.
Riveting involves three operations-drawing, upsetting, and heading (fig. 2-86). A rivet set and a riveting hammer are used to perform these operations. The method for riveting sheet metal follows:
1. Select a rivet set that has a hole slightly larger than the diameter of the rivet.
2. Insert the rivets in the holes and rest the sheets to be joined on a stake or on a solid bench top with the rivet heads against the stake or bench top.
3. Draw the sheets together by placing the deep hole of the rivet set over the rivet and striking the head of the set with a riveting hammer. Use a light hammer for small rivets, a heavier hammer for larger rivets.
4. When the sheets have been properly drawn together, remove the rivet set. Strike the end of the rivet LIGHTLY with the riveting hammer to upset the end of the rivet. Do not strike too hard a blow, as this would distort the metal around the rivet hole.
5. Place the heading die (dished part) of the rivet set over the upset end of the rivet and form the head. One or two hammer blows on the head of the rivet set will be enough to form the head on the rivet.
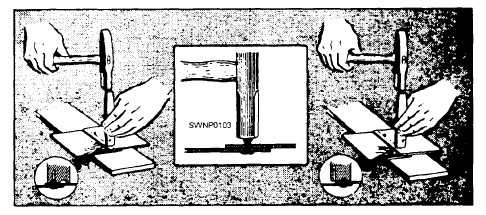
Figure 2-86. - Drawing, upsetting, and heading a rivet.
Continue Reading