Home > Construction Training Manuals > Steelworker Volume 02 > Joining And Installing Sheet-Metal Duct
for the job. If the notch is made too large, a hole will be left in the finished job. If the notch is too small or not the proper shape, the metal will overlap and bulge at the seam or edge. Do not concern yourself too much if your first notches do not come out as you expected - practice and experience will dictate size and shape.
A SQUARE NOTCH (fig. 2-76) is likely the first you will make. It is the kind you make in your layout of a box or drip pan and is used to eliminate surplus material This type of notch will result in butt comers. Take a look around the shop to see just how many different kinds of notches you can see in the sheet-metal shapes.
SLANT NOTCHES are cut at a 45-degree angle across the comer when a single hem is to meet at a 90-degree angle. Figure 2-77 shows the steps in forming a slant notch.
A V NOTCH is used for seaming ends of boxes. You will also use a full V notch when you have to construct a bracket with a toed-in flange or for similar construction. The full V is shown in figure 2-78. When you are making an inside flange on an angle of less than 90 degrees, you will have to use a modification of the full V notch to get flush joints. The angle of the notch will depend upon the bend angle. A modified V notch is shown in figure 2-79.
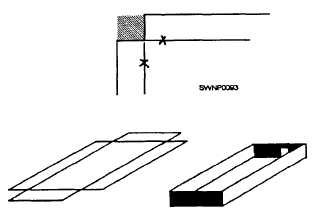
Figure 2-76. - Square notch.
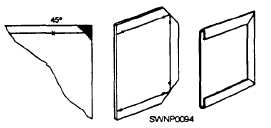
Figure 2-77. - Slant notch.
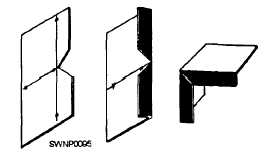
Figure 2-78. - V notch.
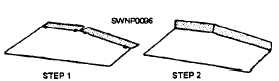
Figure 2-79. - Modified V notch.
A WIRE NOTCH is a notch used with a wire edge. Its depth from the edge of the pattern will be one wire diameter more than the depth of the allowance for the wire edge (2 1/2 d), or in other words, 3 1/2 times the diameter of the wire (3 1/2 d). Its width is equal to 1 1/2 times the width of the seam (1 1/2 w). That portion of the notch next to the wire edge will be straight. The shape of the notch on the seam will depend on the type of seam used, which, in figure 2-80, is 45 degrees for a grooved seam.
Most of your work will require more than one type of notch, as shown in figure 2-80, where a wire notch was used in the forming of a cylindrical shape joined by a grooved seam. In such a layout, you will have to notch for the wire edge and seam.
JOINING AND INSTALLING SHEET-METAL DUCT
After the sheet metal has been cut and formed, it has to be joined together. Most sheet-metal seams are locked or riveted but some will be joined by torch brazing or soldering. Lock seams are made primarily by the forming processes that have already been given.
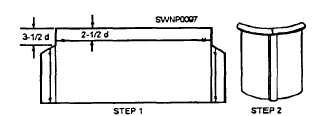
Figure 2-80. - Wire notch in a cylindrical layout.
Continue Reading