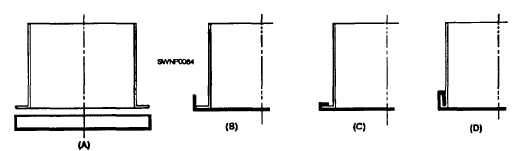
Figure 2-47. - Making a double seam on a cylindrical section.
Beading. - BEADING (fig. 2-48) is used to give added stiffness to cylindrical sheet-metal objects for decorative purposes, or both. It can be a simple bead or an ogee (S-shaped) bead. They are made on the rotary machine using beading rolls.
Crimping. - CRIMPING (fig. 2-49) reduces the diameter of a cylindrical shape, allowing it to be slipped into the next section. This eliminates the need for making each cylinder with a slight taper.
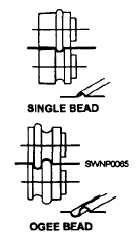
Figure 2-48. - Turning a bead with a rotary machine.
SHEET-METAL DEVELOPMENT
In sheet-metal development work, some fabrication or repair jobs can be laid out directly on sheet metal. This development procedure, known as SCRATCHING, is used when the object to be made requires little or no duplication.
When a single part is to be produced in quantity, a different development procedure is used. Instead of laying out directly on the metal, you will develop a PATTERN, or TEMPLATE, of the piece to be fabricated and then transfer the development to the metal sheet. The second development procedure is what we are primarily concerned with in this section.
Special attention is given to the three primary procedures commonly used in developing sheet-metal patterns. They are parallel line, radial line, and triangular development. We will also discuss the fabrication of edges, joints, seams, and notches.
PARALLEL LINE DEVELOPMENT
Parallel line development is based upon the fact that a line that is parallel to another line is an equal distance horn that line at all points. Objects that have opposite lines parallel to each other or that have the same cross-sectional shape throughout their length are developed by this method
To gain a clear understanding of the parallel line method, we will develop, step by step, a layout of a truncated cylinder (fig. 2-50). Such apiece can be used

Figure 2-50. - Truncated cylinder.
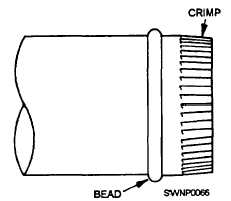
Figure 2-49. - A crimped section.
Continue Reading