locate two points and hence the center line. By this same method, the quarter points also may be located This operation is a must before any layout with the field method.
If you are using a long piece of pipe and are going to cut both ends in addition to the square, you wiIl need a piece of carpenter's chalk line with a plumb bob on each end and two 24- or 36-inch (60- or 90-cm)-flat steel rules (depending on the diameter of the pipe) to locate the top and the bottom center lines. Figure 3-43 shows a plumb bob and rules being used to locate the top and the bottom center lines.
Another one-shot method of quartering pipe is to take a strip of paper and wrap it around the pipe and tear or cut the part that overlaps. The ends should touch. Remove the paper from the pipe and fold it in half, as shown in figure 3-44, view A. Then double the strip once again, as shown in view B. This will divide your strip into four equal parts. Place the strip of paper around the pipe. At the crease marks and where the ends meet, mark the pipe with soapstone and your pipe will be quartered.
TEMPLATE FOR TWO-PIECE TURN
The fact that a length of pipe with square ends can be fabricated by wrapping a rectangular section of plate into a cylindrical form makes available a method (known as parallel forms) of developing pipe surfaces, and hence developing the lines of intersection between
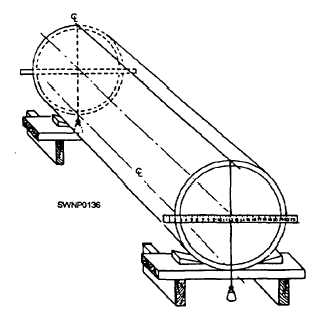
Figure 3-43. - Locating the top and the bottom center lines.
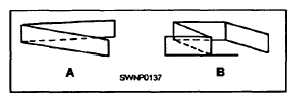
Figure 3-44. - Folding a tip of paper for use in quartering pipe.
pipe walls. Based on this principle, wraparound templates can be made for marking all manner of pipe fittings for cutting preparatory to welding.
The development of a template is done in practice by dividing the circumference (in the end view) of the pipe into a specific number of equal sections. These sections are then projected onto the side view of the desired pipe section. The lengths of the various segments that make up the pipe wall may then be laid out, evenly spaced, on a base line. This line is, in effect, the unwrapped circumference (fig. 3-45). If the template developed in figure 3-45, view C, is wrapped around the pipe with the base line square with the pipe, the curved line, a-b-c-d-e-f-, and so forth, will locate the position for cutting to make a 90-degree, two-piece turn. Draw a circle (fig. 3-45, view A) equal to the outside diameter of the pipe and divide half of it into equal sections. The more sections, the more accurate the final result will be. Perpendicular to the centerline and bisected by it, draw line AI equal to the O.D. (view B). To this line, construct the template angle (TA) equal to one half of the angle of turn, or, in this case, 45 degrees. Draw lines parallel to the centerline from points a, b, c, and so forth, on the circle and mark the points where these lines intersect line a-i with corresponding letters. As an extension of AI but a little distance from it, draw a straight line equal to the pipe circumference or that of the circle in view A. This line (view C) should then be divided into twice as many equal spaces as the semicircle, a-b-c-, and so forth, and lettered as shown. Perpendiculars should then be erected from these points. Their intersections with lines drawn from the points on a-i in view B, parallel to the base line in view C, determine the curve of the template.
SIMPLE MITER TURN
After quartering the pipe, proceed to make a simple miter turn. Locate the center of the cut (fig. 3-46, point c) in the general location where the cut is to be made. Use a wraparound to make line a-b completely around the pipe at right angles to the center
Continue Reading