Home > Construction Training Manuals > Utilitiesman Volume 01 > Figure 3-26.Diametric Order Of Tightening Flange Bolts.
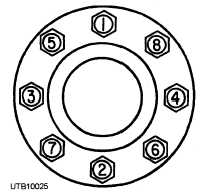
Figure 3-26. - Diametric order of tightening flange bolts.
CUTTING.-When cutting plastic pipe, use either a fine-toothed hacksaw, circular saw, band saw, or reciprocating saw with carbide-tipped blades. Pipe and tube cutters can be used when adapted with a deeper cutting blade made for cutting plastic pipe. DO NOT USE a tubing cutter. The cutting wheel will not cut deep enough, and the outside diameter (OD) of the pipe will become larger. Use a miter box or hold-down rig to help cut the pipe square. Remove all burrs and chips from both the inside diameter (ID) and outside diameter (OD) of the pipe. The end of the pipe should be beveled to approximately 1/16 inch to 3/32 inch at a 10-degree to 15-degree angle. This minimizes the wiping of solvent from the ID of the fitting, as the pipe is put into the socket. You can bevel the end of the pipe with a coarse file or special beveling tool.
FITTINGS. - Plastic flanges and flange fittings (fig. 3-25) are available in a full range of sizes and may be attached to the pipe. Soft rubber gaskets are preferred with plastic flanges. When tightening flange bolts, pull them down gradually to a uniform tightness and in a diametrical manner, as shown in figure 3-26.
JOINING. - There are four methods of joining plastic pipe: solvent welding, fusion welding, fillet welding, and threading. Before solvent welding PVC and CPVC plastic pipe, clean the pipe and fittings, as shown in view B, figure 3-27. Use a clean, dry cloth and wipe away all loose dirt and moisture from inside the fitting and from the outside of the plastic pipe. Ensure the fittings and the pipe are of the same temperature for at least an hour before welding; this will assure they are thermally balanced. With a bristle brush, apply a coating of primer to the outside of the pipe. This removes surface gloss and etches the pipe.
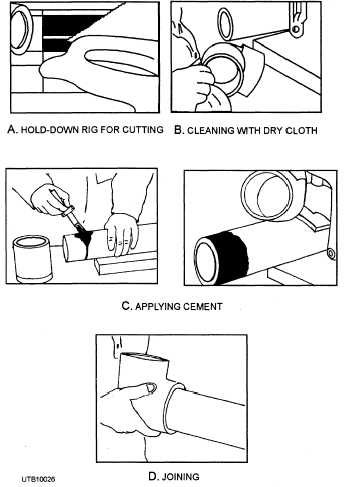
Figure 3-27. - Making cement solvent weld joints on plastic pipe.
Continue Reading