Home > Construction Training Manuals > Utilitiesman Volume 01 > Figure 3-40.Portable Copper Pipe And Tubing Bender.
The process used to soften copper is called "annealing." The word anneal means to soften thoroughly and render less brittle. Copper is unlike steel in many respects. If copper is bent often, it could break when you try to bend it again. Should the pressure on a copper tube increase or decrease too much, the tube could break. Vibration also makes copper tubing break.
To soften steel, heat it to a cherry red and cool it very slowly. The slower it is cooled, the softer the steel becomes. With copper, the opposite is true. Copper is heated uniformly to a dull red and then quenched (dipped) in water (for water service). The faster it is cooled, the softer the copper becomes.
BENDING. - Copper, properly annealed, can be bent by hand when sharp bends are not desired. Copper partially collapses during the bending process if a tubing bender is not used or if the copper is not filled with some kind of easily removable material, such as sand. Simple bends can also be made by wrapping the outside of the copper tightly with soft wire and bending the copper by hand; however, if a line must make a 45- or 90-degree bend, you should use a tubing bender. Hand-tubing benders are available for each size of copper. These benders assist you in making neat, accurate bends easily, quickly, and without marring the copper or restricting the flow through the copper. It is easy to make a bend but difficult to get the bend in the correct location on the copper and to the correct degree. Be certain that you have the correct size bender for the copper you intend to bend. A bender that is either too small or too large for the copper will make a faulty bend. Figure 3-40 shows one type of tubing bender. Figure 3-41 shows a typical one-story copper DWV system.
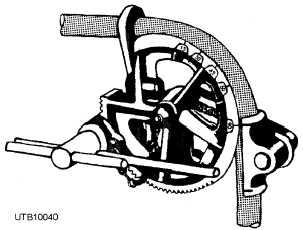
Figure 3-40. - Portable copper pipe and tubing bender.
MEASURING. - Seven methods are used in measuring pipe or tubing. They are (1) end to end, (2) center to center, (3) end to center, (4) end to back, (5) center to back, (6) back to back, and (7) face to face. These measurements are also used in measuring threaded galvanized or black iron pipe.
The measurements are generally made with a ruler. Each of the seven methods mentioned above is explained below, and each one is shown in figure 3-42.
END TO END indicates a pipe threaded on both ends. The measurement is from one end of the pipe to the other end, including both threads.
CENTER TO CENTER means there is a fitting on each end of the pipe. The measurement is made from the center of the fitting on one end to the center of the fitting on the other end.
END TO CENTER method applies to pipe having a fitting on one end. The measurement is made from the end of the pipe to the center of the fitting. END TO BACK also refers to pipe with a fitting on one end. The measurement is from the back of the fitting to the other end of the pipe.
CENTER TO BACK indicates a pipe with a fitting on each end. The measurement is taken from the center of one fitting to the back of the other fitting.
BACK TO BACK measurement refers to pipe with a fitting on each end. Here the measurement is from the back of one fitting to the back of the other fitting.
FACE TO FACE measurement refers to a pipe with a fitting on each end that has an opening directly across from the pipe it is connected to on both ends. Measure from the face of the opening to the face of the other fitting.
CUTTING AND REAMING. - Copper should be cut with a tubing cutter, when available. Mark the copper where it is to be cut and install the cutter so the cutter wheel is over the mark, and you can see the cutting wheel from the top view of the pipe, as shown in figure 3-43. Now turn the adjustment wheel or handle clockwise to force the cutter wheel against the copper. Continue revolving the cutter, turning the adjustment wheel slightly after each revolution until the copper is cut through and it separates.
Copper may be cut with a hacksaw, although a tubing cutter is preferable; however, be careful to cut the copper square if it is to be flared. Be sure to use a fine-toothed hacksaw blade, 32 teeth per inch, when cutting copper.
Continue Reading