Tube expanders must be used carefully to avoid damage to the expanders and to prevent injury to personnel. The centrifugal force developed by the air turbine is great, so the air motor must be gripped firmly with both hands. If the roller-mandrel combination should bind, the force of the air motor could break the mandrel and quite possibly cause injury to the operator. Always have a person stationed nearby to give immediate assistance if necessary. If you run into any trouble, your safety person may be able to crimp the hose quickly and thus keep the mandrel from breaking.
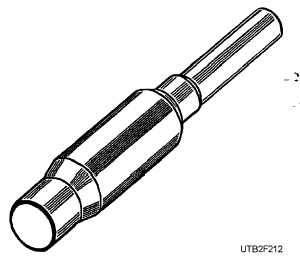
Figure 2-12. - Belling tool.
BELLING TUBES
Most tubes are expanded and belled. However, check the drawing to determine if any specific instructions are shown. Some tubes in 1,200 psi boilers are lightly expanded or belled before welding; some are directly butt-welded to the studs. A roller-type or a drift-type belling tool is used. The drift-type tool is shown in figure 2-12.
When belling a tube, be careful not to overdo the operation. Tubes up to, but not including 2 inches OD should be belled at least 1-15 inch but no more than 1/8 inch. Tubes 2 inches OD and larger should be belled at least 1/8 inch, but no more than 3/16 inch. The increase is to be measured over the outside tube diameter at the end of the tube. Figure 2-13 shows the process of belling a tube.
Some expanders are fitted with belling rolls, as shown in figure 2-9. When these expanders are used, the tubes are expanded and belled at the same time; thus, there is no need for a separate belling job.
RENEWING WELDED TUBES
In some boilers of recent design, the superheater tubes and the economizer tubes are welded after they have been expanded. The renewal of these tubes is more complicated than the renewal of ordinary tubes. Procedures for renewing welding tubes are given in the appropriate manufacturer's technical manual.
PLUGGING BOILER TUBES
As an emergency measure, it is sometimes necessary to plug defective boiler tubes until they can
CAUTION
Any tube that is plugged must have a hole be replaced. drilled in it to prevent pressure buildup in the tube when the boiler is steamed.
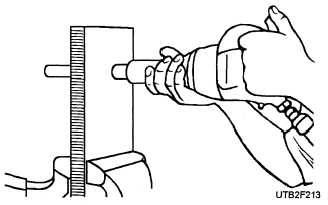
Figure 2-13. - Belling a tube.
Various sizes of tube plugs are carried in the supply system. The plugs are tapered to the required shape and are usually drilled and threaded at the larger end, so they may be removed with a tube plug extractor.
Tubes must be plugged at each end. Before driving a tube plug into position, be sure the plug and the inside of the tube are absolutely clean, so the plug makes good metal-to-metal contact with the tube. Drive the plug far enough in to ensure it will hold, but do not drive it so far in that it damages the tube sheet.
In plugging superheater tubes, use an offset driver to drive in the plugs when the tube holes do not fall in line with the handhole opening. When a superheater tube is plugged, it will eventually burn away after a period of service. When tubes have burned away (or when they have been removed) so much that they leave a gas lane more than three tube rows wide through the entire superheater tube bank, plug the gas lane with a
Continue Reading