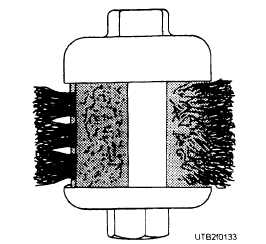
Figure 1-33. - Wire bristle brush for cleaning large tubes.
Figure 1-34. - Brush refill.
material around the hose to show how far the tube cleaner can be inserted without having the brush protrude beyond the far end of the tube. Then remove the cleaner from the tube. Remember that the tubes in each row are the same length; however, the tube lengths vary from row to row. Therefore, separate markings have to be made on the hose for each row of tubes.
After the hose has been marked, insert the brush in the tube and turn on the air to start the brush rotating. Pass the brush SLOWLY along the length of the tube until the identifying mark has been reached. Then slowly draw the brush back. withdrawing the cleaner from the tube. You do not have to shut off the air to the tube cleaner each time the cleaner is withdrawn from the tube. However, be sure to steady the brush assembly with your hand to keep the cleaner from whipping. Allowing the brush to whip at either end of the tube is the most common cause of broken tubes.
Establish a new mark for the next row and proceed with the cleaning. Make as many passes as necessary through each tube to ensure adequate cleaning. Be careful not to stop the tube cleaner in any one place in the tube, as the continued rotation of the brush in one place might damage the tube. Be careful, also, to see that the brush and the flexible shaft do not protrude from the other end of the tube, as this may result in a broken shaft.
The tube is most easily cleaned from the steam drum. However, some rows of tubes are not accessible from the steam drum and must be cleaned from the water drum or header. The lower ends of ALL tubes must be cleaned from the water drum or header. You may also find tubes bent so that brushes cannot be forced around the bend without breaking the tube cleaner. These tubes must be cleaned from both ends. Tube cleaners must be kept in good operating condition. The rotor and blades of the air motor should be kept clean and well lubricated. The hose connections should be kept tight and free from leaks. The flexible shafts should be inspected frequently and renewed when they show signs of wear or damage. When the brushes become too worn to work efficiently, a new set of brush refills should be inserted into the brush body. Store tube cleaners in a clean, dry container.
After all tubes, drums, and headers have been cleaned and after all tools and equipment have been removed from the watersides, blow through the tubes with air; then wash out the drums, tubes, and headers with fresh water. Ensure all dirt is removed from the handhold seats. Then examine the seats for scars, pits, or other defects that might cause leakage. All bottom blow, header blow, and test cock valves should be inspected and repaired under the manufacturer's instructions during each waterside cleaning.
After washing, thoroughly dry out the boiler watersides. Inspect the watersides to determine the condition of the metal to see if the cleaning was satisfactory. Also, inspect the boiler to be sure that all the parts are tight. Be sure that all openings between drums and gauge glasses, blow valves, and safety valves are clean and free of foreign matter. These openings are sometimes overlooked.
Chemical Cleaning
In most cases. mechanical cleaning is the preferred method for cleaning watersides. Chemical (acid) cleaning requires special authorization. since it requires elaborate and costly equipment and rather extensive SAFETY precautions. However, you may have to use the chemical method, so a limited discussion on it is given here.
Inhibited acid cleaning is used to remove mill scale from the watersides of new or recently serviced boilers. When compared with mechanical cleaning, acid cleaning of boilers has the following advantages:
Less outage time is required.Continue Reading