Home > Construction Training Manuals > Utilitiesman Basic Volume 02 > Figure 6-44.The Defrost Cycle Of An Ice Cube Machine.
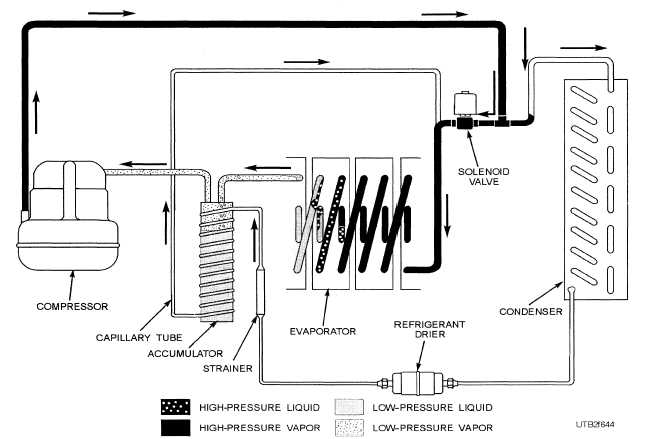
Figure 6-44. - The defrost cycle of an ice cube machine.
shutdown periods. If siphoning starts, the liquid refrigerant flashes into a gas at the top of the loop, breaking the continuity of the liquid volume and stopping the siphoning action. Where the cooling coils and compressors are on the same level, both the suction and liquid lines should be run to the overhead and then down to the condensing unit, pitching the suction line toward the compressor to ease oil return. On close-coupled installations, running both lines up to the overhead helps to eliminate vibration strains as well as provide the necessary trap at the cooling coil.
Prepare pipe and fittings with care, particularly when cutting copper tubing or pipe to prevent filings or cuttings from entering the pipe. The small particles of copper should be completely removed since the finely divided copper may pass through the suction strainer. The tube should be cut square, and all burrs and dents should be removed to prevent internal restrictions and to permit proper fit with the companion fittings. If a hacksaw is used to cut, a fine-toothed blade should be used, preferably 32 teeth per inch. The use of a hacksaw should be avoided whenever possible. When making silver-solder joints, brighten up the ends of the tubing or pipe with a wire brush or crocus cloth to make a good bond. Do not use sandpaper, emery cloth, or steel wool for this cleansing, as this material may enter the system and cause trouble.
Acid should never be used for soldering, nor should flux be used if its residue forms an acid. Use flux sparingly so no residue will enter inside the system and eventually be washed back to the compressor crankcase. If tubing and fittings are improperly fitted because of distortion, too much flux, solder, and brazing material may enter the system.
The temperature required to solder or braze pipe joints causes oxidation within the tubing. The oxidation eventually will be removed by the refrigerant flow after the system is in operation. The oxide breaks up into a fine powder to contaminate the lubricant in the compressor and to plug strainers and driers. To eliminate this possibility, provide a neutral atmosphere within the tube being soldered or brazed. Use gas-bled nitrogen through the tubing during soldering or brazing and for a sufficient time after the
Continue Reading