classified into two groups: consumable and nonconsumable. Consumable electrodes not only provide a path for the current but they also supply fuller metal to the joint. An example is the electrode used in shielded metal-arc welding. Nonconsumable electrodes are only used as a conductor for the electrical current, such as in gas tungsten arc welding. The filler metal for gas tungsten arc welding is a hand fed consumable welding rod.
Additional information about filler rods and electrodes is covered in other chapters of this TRAMAN that deal with specific welding processes.
FLUXES
Before performing any welding process, you must ensure the base metal is clean. No matter how much the base metal is physically cleaned, it still contains impurities. These impurities, called oxides, result from oxygen combining with the metal and other contaminants in the base metal. Unless these oxides are removed by using a proper flux, a faulty weld may result. The term flux refers to a material used to dissolve oxides and release trapped gases and slag (impurities) from the base metal; thus the flux can be thought of as a cleaning agent. In performing this function, the flux allows the filler metal and the base metal to be fused.
Different types of fluxes are used with different types of metals; therefore, you should choose a flux formulated for a specific base metal. Beyond that, you can select a flux based on the expected soldering, brazing, or welding temperature; for example, when brazing, you should select a flux that becomes liquid at the correct brazing temperature. When it melts, you will know it is time to add the filler metal. The ideal flux has the right fluidity at the welding temperature and thus blankets the molten metal from oxidation.
Fluxes are available in many different forms. There are fluxes for oxyfuel gas applications, such as brazing and soldering. These fluxes usually come in the form of a paste, powder, or liquid. Powders can be sprinkled on the base metal, or the fuller rod can be heated and dipped into the powder. Liquid and paste fluxes can be applied to the filler rod and to the base metal with a brush. For shielded metal arc welding, the flux is on the electrode. In this case, the flux combines with impurities in the base metal, floating them away in the form of a heavy slag which shields the weld from the atmosphere.
You should realize that no single flux is satisfactory for universal use; however, there are a lot of good general-purpose fluxes for use with common metals. In general, a good flux has the following characteristics:
It is fluid and active at the melting point of the fuller metal.
It remains stable and does not change to a vapor rapidly within the temperature range of the welding procedure.
It dissolves all oxides and removes them from the joint surfaces.
It adheres to the metal surfaces while they are being heated and does not ball up or blow away.
It does not cause a glare that makes it difficult to see the progress of welding or brazing.
It is easy to remove after the joint is welded.
It is available in an easily applied form.
CAUTION
Nearly all fluxes give off fumes that may be toxic. Use ONLY in well-ventilated spaces. It is also good to remember that ALL welding operations require adequate ventilation whether a flux is used or not.
WELD JOINTS
The weld joint is where two or more metal parts are joined by welding. The five basic types of weld joints are the butt, corner, tee, lap, and edge, as shown in figure 3-6.
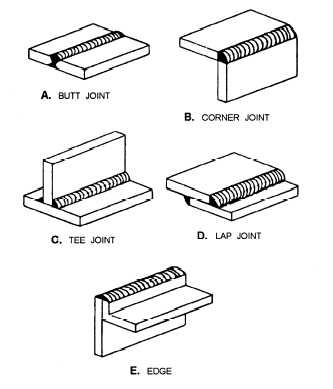
Figure 3-6. - Basic weld joints.
Continue Reading