Figure 4-11.-One piece oxygas cutting torch.
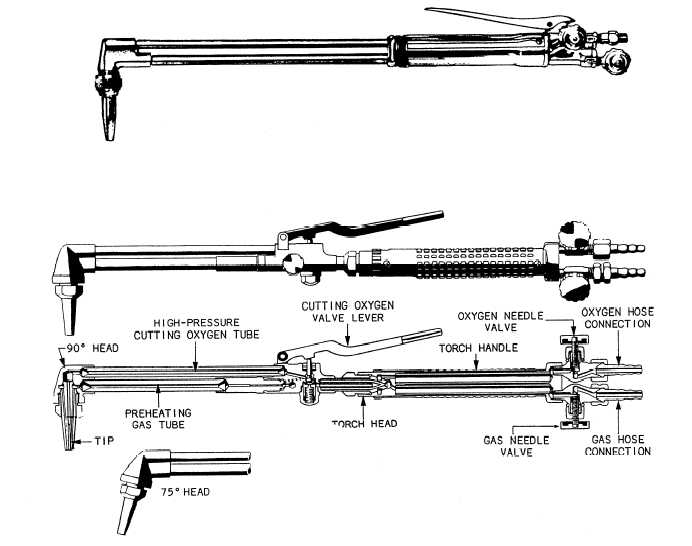
Figure 4-12.-Cutting attachment for combination torch.
an additional tube for high-pressure cutting oxygen.The flow of high-pressure oxygen is controlled from a valve on the handle of the cutting torch. In the standard cutting torch, the valve may be in the form of a trigger assembly like the one in figure 4-11. On most torches, the cutting oxygen mechanism is designed so the cutting oxygen can be turned on gradually. The gradual opening of the cutting oxygen valve is particularly helpful in operations, such as hole piercing and rivet cutting.
Torch Body
Most welding torches are designed so the body of the torch can accept either welding tips or a cutting attachment. This type of torch is called a combination torch. The advantage of this type of torch is the ease in changing from the welding mode to the cutting mode. There is no need to disconnect the hoses; you just unscrew the welding tip and then screw on the cutting attachment. The high-pressure cutting oxygen is controlled by a lever on the torch handle, as shown in figure 4-12.
Cutting Torch Tips
As in welding, you must use the proper size cutting tip if quality work is to be done. The preheat flames must furnish just the right amount of heat, and the oxygen jet orifice must deliver the correct amount of oxygen at just the right pressure and velocity to produce a clean cut. All of this must be done with a minimum consumption of oxygen and fuel gases. Careless workers and workers not acquainted with the correct procedures waste both oxygen and fuel gas. This does not seem important when you are working in a shop, but if you are deployed, it
Continue Reading