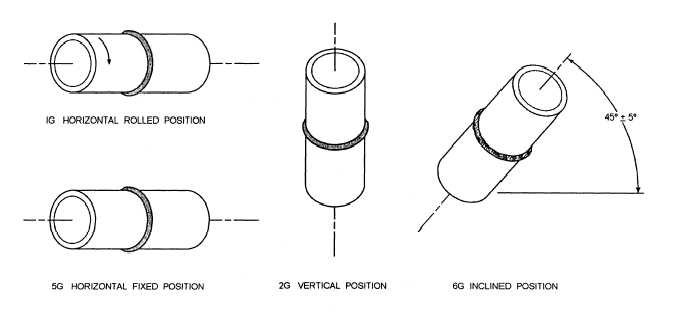
Figure 3-30. - Welding position-pipe.
indicate the flat position and the G indicates a groove weld. For a fillet weld made in the flat position, the number/letter designation is 1F (F for fillet). These number/letter designations refer to test positions. These are positions a welder would be required to use during a welding qualification test. As a Steelworker, there is a good possibility that someday you will be required to certify or perform a welding qualification test; therefore, it is important that you have a good understanding and can apply the techniques for welding in each of the test positions.
Because of gravity, the position in which you are welding affects the flow of molten filler metal. Use the flat position, if at all possible, because gravity draws the molten metal downward into the joint making the welding faster and easier. Horizontal welding is a little more difficult, because the molten metal tends to sag or flow downhill onto the lower plate. Vertical welding is done in a vertical line, usually from bottom to top; however, on thin material downhill or downhand welding may be easier. The overhead position is the most difficult position. Because the weld metal flows downward, this position requires considerable practice on your part to produce good quality welds.
Although the terms flat, horizontal, vertical, and overhead sufficiently describe the positions for plate welding, they do not adequately describe pipe welding positions. In pipe welding, there are four basic test positions used (fig. 3-30). Notice that the position refers to the position of the pipe, not the position of welding.
Test position 1G is made with the pipe in the horizontal position. In this position, the pipe is rolled so that the welding is done in the flat position with the pipe rotating under the arc. This position is the most advantageous of all the pipe welding positions. When you are welding in the 2G position, the pipe is placed in the vertical position so the welding can be done in the horizontal position. The 5G position is similar to the 1G position in that the axis of the pipe is horizontal. But, when you are using the 5G position, the pipe is not turned or rolled during the welding operation; therefore, the welding is more difficult in this position. When you are using the 6G position for pipe welding, the axis of the pipe is at a 45-degree angle with the horizontal and the pipe is not rolled. Since the pipe is not rolled, welding has to be done in all the positions-flat, vertial, horizontal, and overhead. If you can weld pipe in this position, you can handle all the other welding positions.
NOTE: There is no 3G or 4G test position in pipe welding. Also, since most pipe welds are groove welds, they are identified by the letter G.
We will discuss more about the techniques used for welding in the various positions later in this training manual, but for now, let's talk about the effects of heat on metal.
EXPANSION AND CONTRACTION
When apiece of metal is heated, the metal expands. Upon cooling, the metal contracts and tries to resume its original shape. The effects of this expansion and
Continue Reading