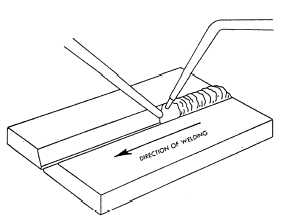
Figure 5-8. - Forehand welding.
the direction of welding. The best method to use depends upon the type of joint, joint position, and the need for heat control on the parts to be welded.
FOREHAND WELDING
Forehand welding (fig. 5-8) is often called PUDDLE or RIPPLE WELDING. In this method of welding, the rod is kept ahead of the flame in the direction in which the weld is being made. You point the flame in the direction of travel and hold the tip at an angle of about 45 degrees to the working surfaces. This flame position preheats the edges you are welding just ahead of the molten puddle. Move the rod in the same direction as the tip, and by moving the torch tip and the welding rod back and forth in opposite, semicircular paths, you can distribute the heat evenly. As the flame passes the welding rod, it melts a short length of the rod and adds it to the puddle. The motion of the torch distributes the molten metal evenly to both edges of the joint and to the molten puddle.
The forehand method is used in all positions for welding sheet and light plate up to 1/8 of an inch thick. This method is ideal because it permits better control of a small puddle and results in a smoother weld. The forehand technique is not recommended for welding heavy plate due to its lack of base metal penetration.
BACKHAND WELDING
In backhand welding (fig. 5-9), the torch tip precedes the rod in the direction of welding and the flame points back at the molten puddle and completed weld. The welding tip should make an angle of about 60 degrees with the plates or joint being welded. The end of the welding rod is placed between the torch tip and the molten puddle.
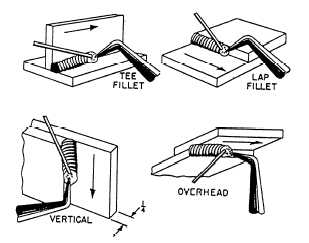
Figure 5-9. - Backhand welding.
Less motion is used in the backhand method than in the forehand method. If you use a straight welding rod, you should rotate it so the end rolls from side to side and melts off evenly. You might have to bend the rod when working in confined spaces. If you do, it becomes difficult to roll a bent rod, and to compensate, you have to move the rod and torch back and forth at a rather rapid rate. When making a large weld, you should move the rod so it makes complete circles in the molten puddle. The torch is moved back and forth across the weld while it is advanced slowly and uniformly in the direction of the welding.
The backhand method is best for welding material more than 1/8 of an inch thick. You can use a narrower vee at the joint than is possible in forehand welding. An included angle of 60 degrees is a sufficient angle of bevel to get a good joint. The backhand method requires less welding rod or puddling as the forehand method.
By using the backhand technique on heavier material, you can increase your welding speed, better your control of the larger puddle, and have more complete fusion at the weld root. If you use a slightly reducing flame with the backhand technique, a smaller amount of base metal is melted while welding the joint. When you are welding steel with a backhand technique and a slightly reducing flame, the absorption of carbon by a thin surface layer of metal reduces the melting point of the steel. This speeds up the welding operation, This technique is also used in surfacing with chromium-cobalt alloys.
MULTILAYER WELDING is used in order to avoid carrying too large a puddle of molten metal when welding thick plate and pipe. Large puddles are difficult to control. Concentrate on getting a good weld at the bottom of the vee in the first pass. Then, in the next
Continue Reading