Figure 8-29. - Striking the arc (GMAW).
motion, as shown in figure 8-29. To prevent sticking, you should pull the torch back quickly, about 1/2 of an inch-the instant contact is made between the wire electrode and the workpiece. The arc strikes as soon as contact is made and the wire-feed motor feeds the wire automatically as long as the trigger is held.
A properly established arc has a soft, sizzling sound. Adjustment of the wire-feed control dial or the welding machine itself is necessary when the arc does not sound right. For example, a loud, crackling sound indicates that the arc is too short and that the wire-feed speed is too fast. You may correct this problem by moving the wire-feed dial slightly counterclockwise. This decreases the wire-feed speed and increases the arc length. A clockwise movement of the dial has the opposite effect. With experience, you can recognize the sound of the proper length of arc to use.
To break the arc, you simply release the trigger. This breaks the welding circuit and de-energizes the wire- feed motor. Should the wire electrode stick to the work when striking the arc or during welding, release the trigger and clip the wire with a pair of side cutters.
Welding Positions
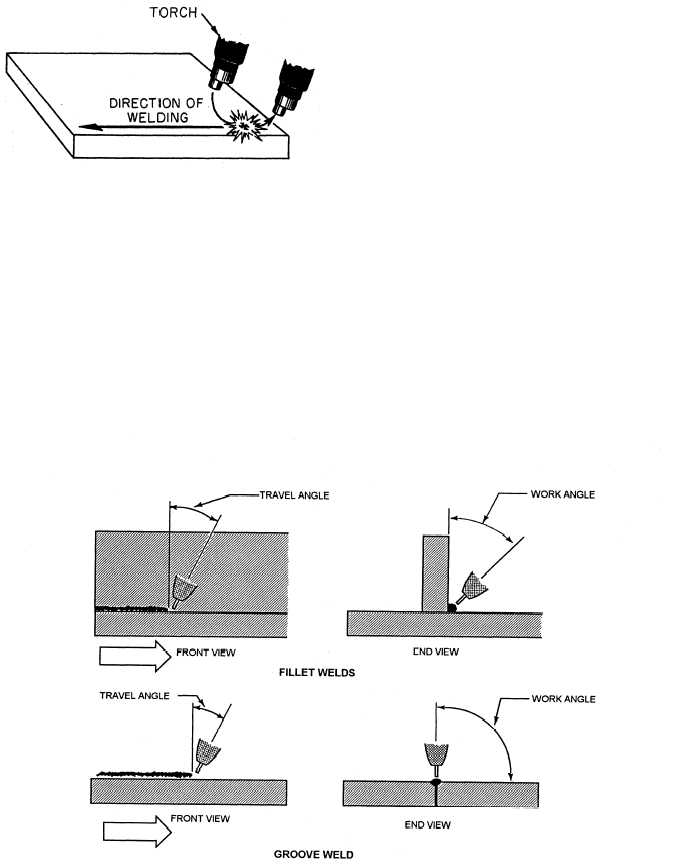
In gas metal-arc welding, the proper position of the welding torch and weldment are important. The position of the torch in relation to the plate is called the work and travel angle. Work and travel angles are shown in figure 8-30. If the parts are equal in thickness, the work angle should normally be on the center line of the joint; however, if the pieces are unequal in thickness, the torch should angle toward the thicker piece.
The travel angle refers to the angle in which welding takes place. This angle should be between 5 and 25 degrees. The travel angle may be either a push angle or a drag angle, depending on the position of the torch.
Figure 8-30. - Travel and work angle for GMA welding.
Continue Reading