chisels. Other cutting tools are toothing irons and auxiliary aids, such as calipers, dividers, and templates.
Turning gouges are used chiefly to rough out nearly all shapes in spindle turning. The gouge sizes vary from 1/8 to 2 or more inches, with 1/4-, 3/4-, and 1-inch sizes being most common.
Skew chisels are used for smoothing cuts to finish a surface, turning beads, trimming ends or shoulders, and for making V-cuts. They are made in sizes from 1/8 to 2 1/2 inches in width and in right-handed and left-handed pairs.
Parting tools are used to cut recesses or grooves with straight sides and a flat bottom, and also to cut off finished work from the faceplate. These tools are available in sizes ranging from 1/8 to 3/4 inch.
Scraping tools of various shapes are used for the most accurate turning work, especially for most faceplate turning. A few of the more common] y used shapes are illustrated in views D, E, and F of figure 3-6. The chisels shown in views B, E, and F are actually old jointer blades that have been ground to the required shape; the wood handles for these homemade chisels are not shown in the illustration.
A toothing iron (figure 3-7) is basically a square-nose turning chisel with a series of parallel grooves cut into the top surface of the iron. These turning tools we used for rough turning of segment work mounted on the face plate. The points of the toothing iron created by the parallel grooves serve as a series of spear point chisels (detail A); therefore, the tool is not likely to catch and dig into the work like a square-nose turning chisel. The toothing iron is made with course, medium, and fine parallel grooves and varies from 1/2 to 2 inches in width.
Lathe turning can be extremely dangerous. You therefore must use particular care in this work. Observe the following safety precautions:
When starting the lathe motor, stand to one side. This helps you avoid the hazard of flying debris in the event of defective material.
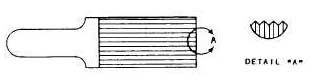
Figure 3-7. - Toothing iron lathe tool.
The tool rest must be used when milling stock.
Adjust and set the compound or tool rest for the start of the cut before turning the switch on.
Take very light cuts, especially when using hand tools.
Never attempt to use calipers on interrupted surfaces while the work is in motion.
Jointer
The jointer is a machine for power planing stock on faces, edges, and ends. The planing is done by a revolving butterhead equipped with two or more knives, as shown in figure 3-8. Tightening the set screws forces the throat piece against the knife for holding the knife in position. Loosening the set screws releases the knife for removal. The size of a jointer is designated by the width, in inches, of the butterhead; sizes range from 4 to 36 inches. A 6-inch jointer is shown in figure 3-9.
The principle on which the jointer functions is illustrated in figure 3-10. The table consists of two parts on either side of the butterhead. The stock is started on the infeed table and fed past the butterhead onto the outfeed table. The surface of the outfeed table must be exactly level with the highest point reached by the knife edges. The surface of the infeed table is depressed below the surface of the outfeed
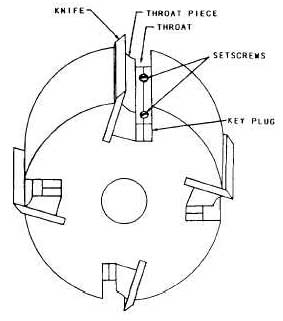
Figure 3-8. - Four-knife butterhead for a jointer.
Continue Reading