Home > Construction Training Manuals > Construction Mechanic Advanced > Figure 3-22.Valve Contact Correction.
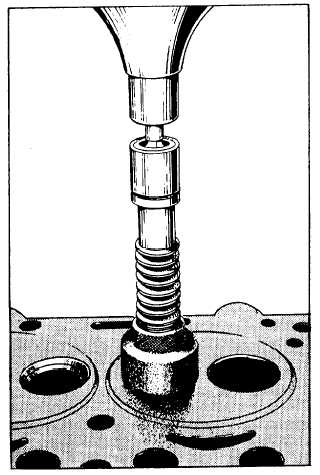
Figure 3-19. - Grinding valve seats using a concentric type of grinder.
is rotated in the valve seat, The stone is kept concentric with the valve guide by means of a self- centering pilot (fig. 3-20), which is installed in the guide. Check the self-centering pilot for trueness before using, A damaged pilot will cause the seat position to move in relation to the valve guide. The valve guide must be kept clean and in good condition. Most of the concentric grinders of the Navy automatically lift the stone off the valve seat about once every revolution to allow the stone to clean itself of dust and grit by centrifugal action.
The abrasive stone must be dressed frequently with a diamond-tipped dressing tool, such as that shown in figure 3-21. Dressing the stone will ensure a uniform, even grinding of the valve seat.
After the seat is ground, it will be too wide. To narrow it, use upper and lower grinding stones to grind away the upper and lower edges of the seat. Figure 3-22 shows a typical valve seat that was ground at 45°, then narrowed at the top with

Figure 3-20. - Self-centering pilot.
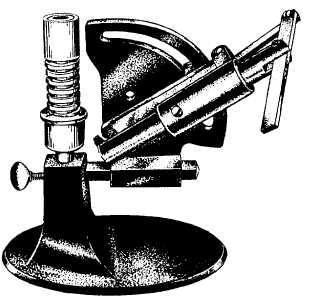
Figure 3-21. - Stone dresser.
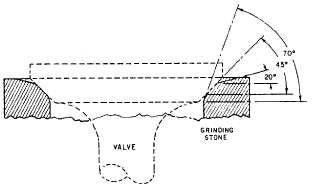
Figure 3-22. - Valve contact correction.
a 20° grinding stone, and then ground at the bottom with a 70° grinding stone to narrow and center the valve seat.
To test the contact between the valve seat and the valve, mark lines with a soft pencil about one- fourth inch apart around the entire face of the valve. Next, put the valve in place and rotate,
Continue Reading