adjust the valves periodically. The engine lubrica- tion system supplies a flow of oil to the lifters at all times. These hydraulic lifters operate at zero clear- ance and compensate for changes in engine tem- perature, adapt automatically for minor wear at various points, and thus provide ideal valve timing.
The first indication of a faulty hydraulic valve lifter is a "clicking" noise. In one method for locating a noisy valve lifter, you use a piece of garden hose. Place one end of the hose near the end of each intake and exhaust valve and the other end of the hose to your ear. In this way you can localize the sound, making it easy to determine which lifter is at fault. Another method is to place a finger on the face of the valve spring retainer. If the lifter is not functioning properly, a distinct shock will be felt when the valve returns to its seat.
Usually, where noise exists in one or more of the valve lifters, you should remove all lifter units, clean them in a solvent, reassemble them, and reinstall them in the engine. If dirt, carbon, or the like, is found in one unit, it more than likely is present in all of them; and it will be only a matter of time before the rest of the lifter units will give trouble.
VALVE REMOVAL
For such services as valve or valve seat grinding, valve seat insert replacement, and valve guide cleaning or replacement, you need to remove the cylinder head and valves from the engine. Avoid interchanging valves; each valve must be replaced in the valve port from which it was removed. A valve rack in which the valves may be placed in their proper order - along with their valve springs, retainers, and locks - is normally provided. Different tools and procedures for removal are used for different engines. Check the manufacturer's maintenance manual for your particular engine.
VALVE GRINDING
The first step in servicing valves after they have been removed from the engine is to rid them of carbon. The best method for doing this is cleaning them with a wire buffing wheel or brush.
WARNING
When using the wire buffing wheel, always wear goggles to protect your eyes from wire or carbon that may fly off the buffing wheel.
After the cleaning process, inspect each valve to determine whether it can be serviced and reused or must be replaced. The valve should be checked with a run-out gauge for eccentricity and inspected for worn valve stem and badly cracked, burned, or pitted valve face. Minor pits, burns, or irregularities in the valve face may be removed by grinding.
To grind valves, clamp the valve stem in the chuck of the valve-refacing machine so that the face of the valve will contact the grinding wheel. (See fig. 3-16.) Set the chuck at the proper angle to give the correct angle to the setting face. This angle must just match the valve seat angle. It is becoming common, however, in some engines to reface the valves at a slightly flatter angle than the seat, usually 1/4° to 1°, to provide what is known as an "interference angle." This angle provides greater pressure at the upper edge of the valve seat, which aids in cutting through any deposits that form and provides for better sealing. Some engines use the interference angle on the exhaust valve only, and others use it on both the intake and exhaust valves. Check the manufacturer's manual for the recommended angle for both valve and valve seat.
CAUTION
Because of the different angles between the valve and the valve seat, do NOT use grinding compound to finish the surface.
At the start of the grinding operation, make the first cut a light one. If metal is removed from only one-third or one-half of the valve face, check to make sure you have cleaned the valve stem and grinder chuck thoroughly and centered the valve
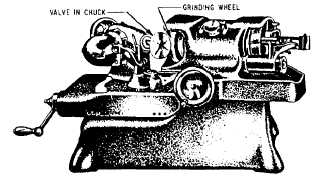
Figure 3-16. - Valve-refacing machine.
Continue Reading