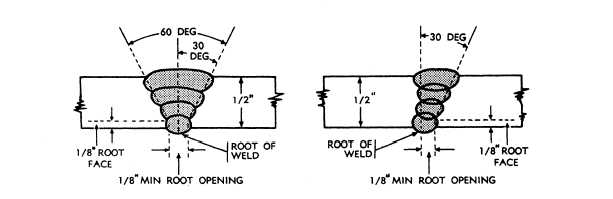
Figure 7-18. - Butt welds with multipass beads.
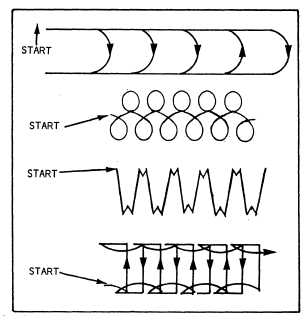
Figure 7-19. - Weave motions used in manual shielded arc welding.
Tack welds should be used to keep the plates aligned for welding. The electrode motion is the same as that used in making a bead weld.
In welding 1/4-inch plate or heavier, you should prepare the edges of the plates by beveling or by J-, U-, or V-grooving, whichever is the most applicable. You should use single or double bevels or grooves when the specifications and/or the plate thickness requires it. The first bead is deposited to seal the space between the two plates and to weld the root of the joint. This bead or layer of weld metal must be thoroughly cleaned to remove all slag and dirt before the second layer of metal is deposited.
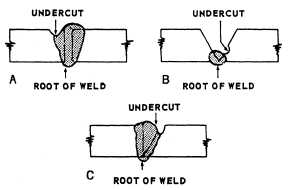
Figure 7-20. - Undercutting in butt joint welds.
In making multipass welds, as shown in figure 7-18, the second, third, and fourth layers of weld metal are made with a weaving motion of the electrode. Clean each layer of metal before laying additional beads. You may use one of the weaving motions shown in figure 7-19, depending upon the type of joint and size of electrode.
In the weaving motion, oscillate or move the electrode uniformly from side to side, with a slight hesitation at the end of each oscillation. Incline the electrode 5 to 15 degrees in the direction of welding as in bead welding. When the weaving motion is not done properly, undercutting could occur at the joint, as shown in figure 7-20. Excessive welding speed also can cause undercutting and poor fusion at the edges of the weld bead.
BUTT JOINTS WITH BACKING STRIPS. - Welding 3/16-inch plate or thicker requires backing strips to ensure complete fusion in the weld root pass and to provide better control of the arc and the weld metal. Prepare the edges of the plates in the same manner as required for welding without backing strips.
Continue Reading